
スマートダイア®Ⅱ工法
柱絞り通しダイアフラム工法
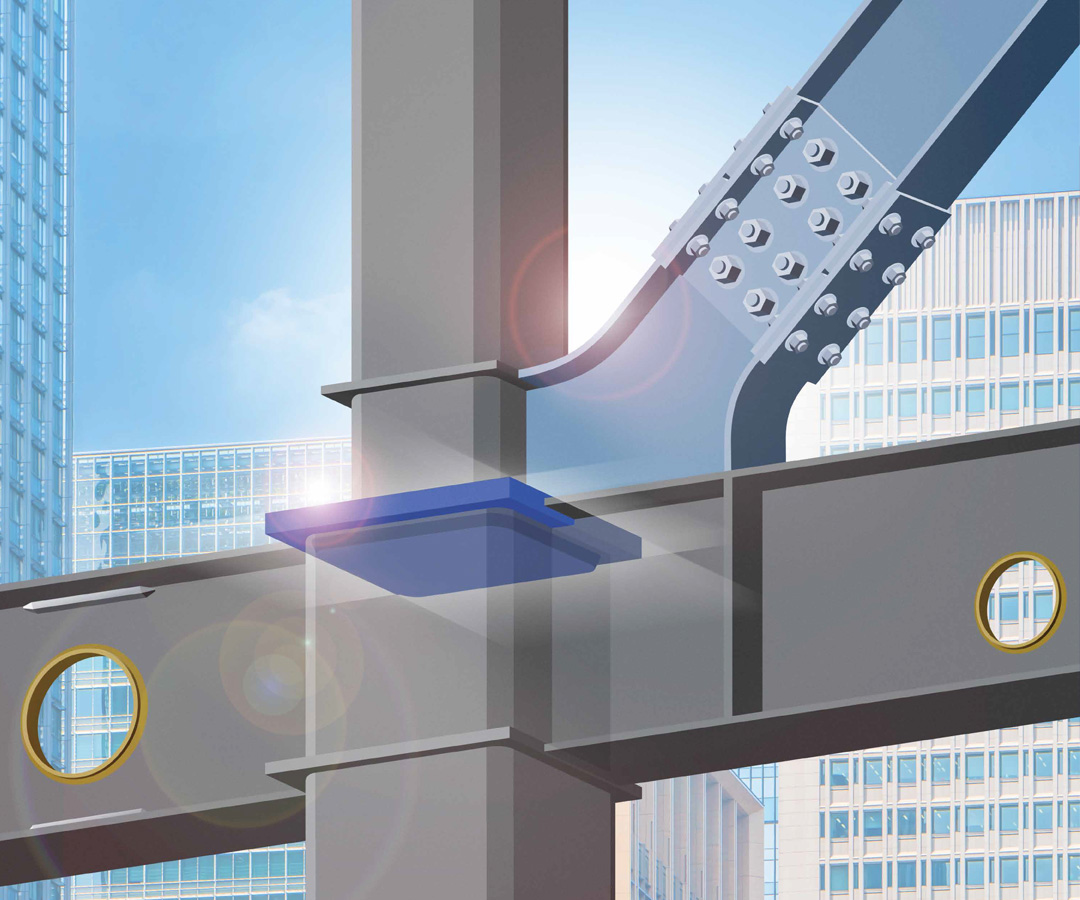
スマートダイアⅡ工法
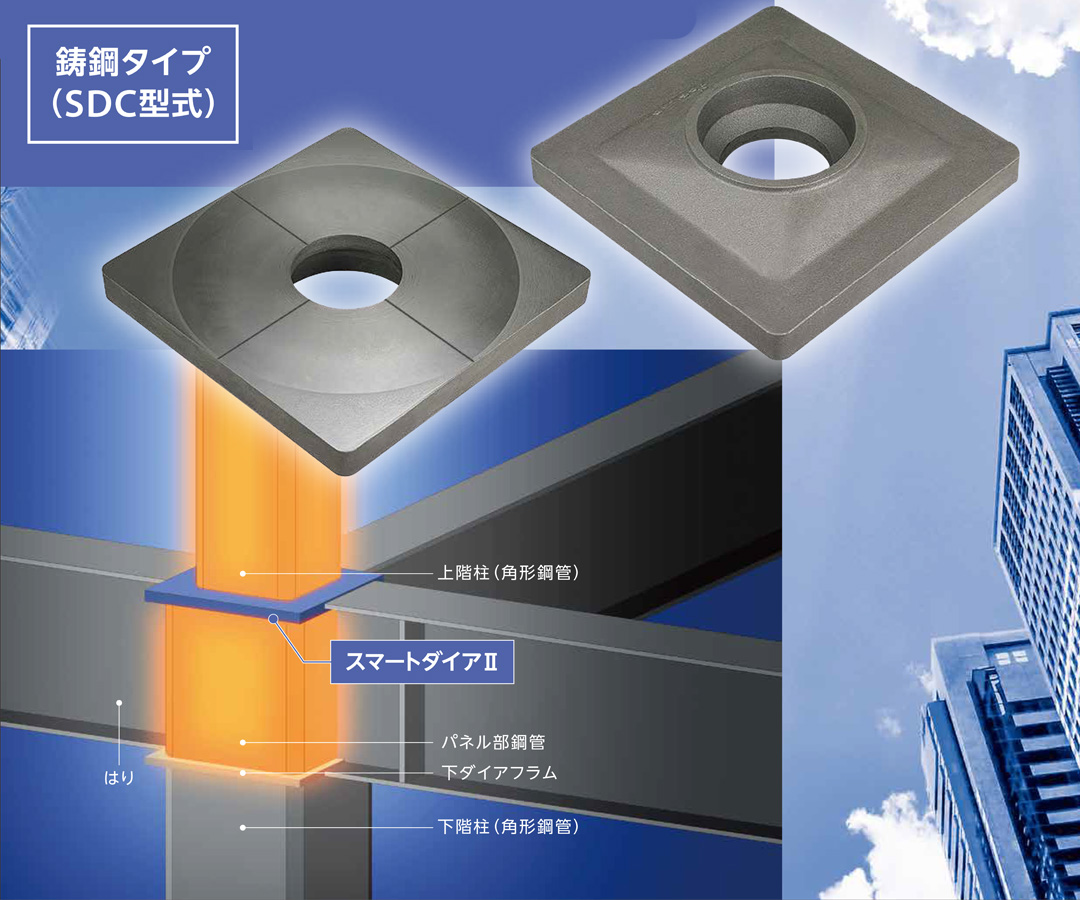
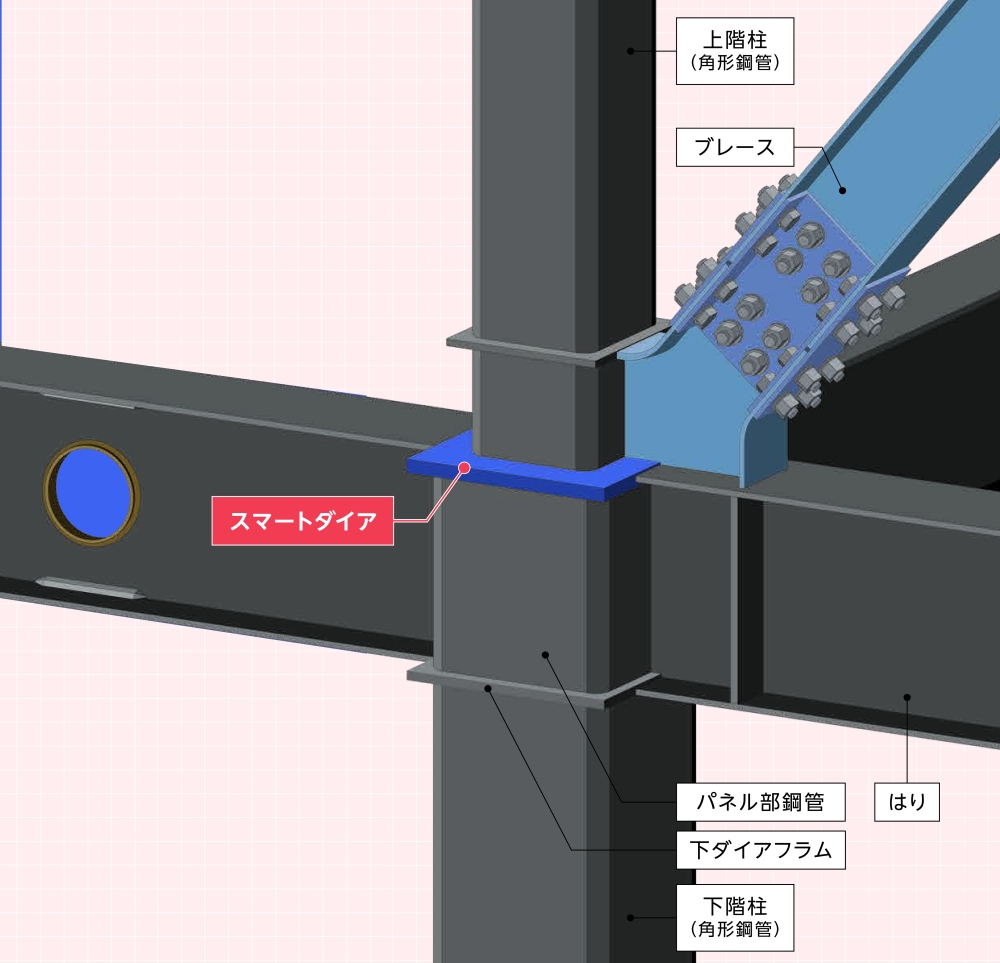
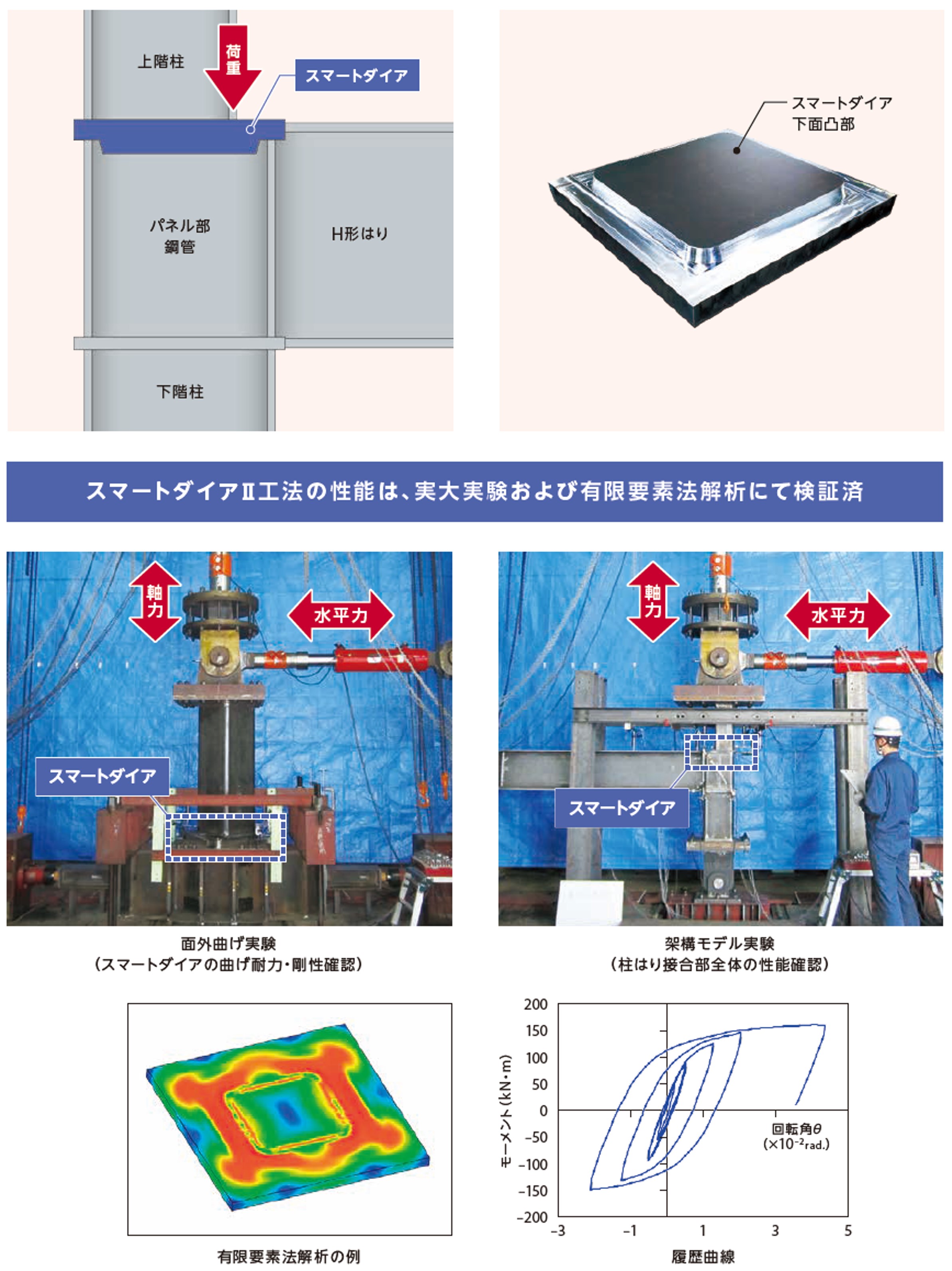
スマートダイアⅡ工法は、上階柱と下階柱のサイズが異なる柱はり接合部に用いる柱はり接合工法です。本工法は、上階柱と下階柱の柱絞り量が50mm、100mm、150mm の場合に使用可能で、建物全体の使用鉄骨量を減らしコストダウンに寄与します。通常のダイアフラムを用いた柱はり接合部と同様に設計・施工していただく事が可能であり、その他、パネル部にストレートな鋼管を使用できることから、設計・施工の手間も軽減。また、ブレースと高強度材にも対応しているため、幅広い設計に対応いたします。供給体制も整え、早急な納入が可能であり、工期短縮を実現します。
商品構成
構成
規格
| 材質(種類) |
SDe型式:TMCP325C(建築基準法第37条第二号に基づく国土交通大臣認定を取得した材料 F値:325N/mm2) |
|---|---|
| 品種 |
各種寸法に示す上階柱と下階柱の組み合わせにて使用可能 |
| 構造種別 | 鉄骨造(鋼管コンクリート構造を除く) |
| 適用柱 |
|
| 適用はりフランジ |
|
| 上階階高(h) (はり芯間距離) |
h≧2.5dp(dp:パネル部鋼管幅) |
| 柱芯間距離(L) | L≧1.25dp(dp:パネル部鋼管幅) |
| 適用軸力範囲 |
-0.5Ny ≦ N ≦ +0.5Ny (Ny:上階柱の降伏軸耐力) |
特長
-
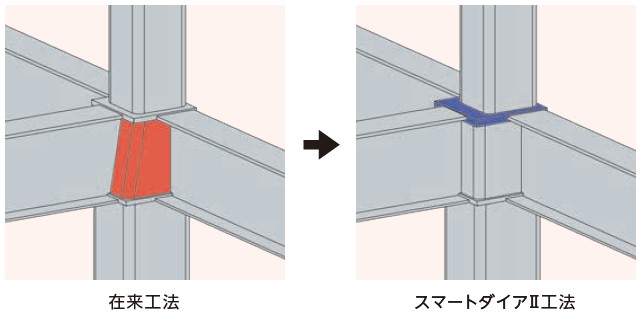
point-1パネルゾーンの製作を省力化
パネル部鋼管に汎用的なストレートの鋼管を使用できるため、シンプルな設計が可能です。 また、加工工数低減等による工期短縮が図れます。
スマートダイア使用イメージ
-
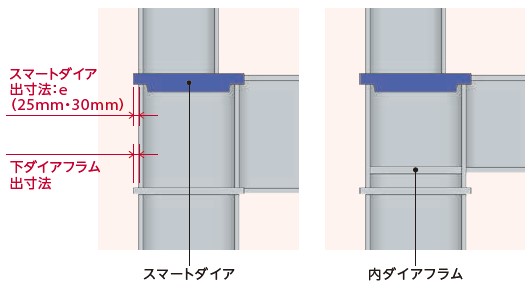
point-2鉄骨製作工数の削減や工期の短縮が実現
- ダイアフラムの出寸法(スマートダイア側面とパネル部鋼管外面との距離:e)が、25mmと30mmの型式をそれぞれラインナップ。
下ダイアフラムと出寸法を統一できますので、複雑なはり加工が不要です。 - 在来のテーパーコラムでは対応が難しかった内ダイアフラムも、スマートダイアⅡ工法を用いれば、
柱はり接合部をシンプルに設計でき、施工性も良好です。 - スピーディーな納入体制を確立しています。
- ダイアフラムの出寸法(スマートダイア側面とパネル部鋼管外面との距離:e)が、25mmと30mmの型式をそれぞれラインナップ。
-
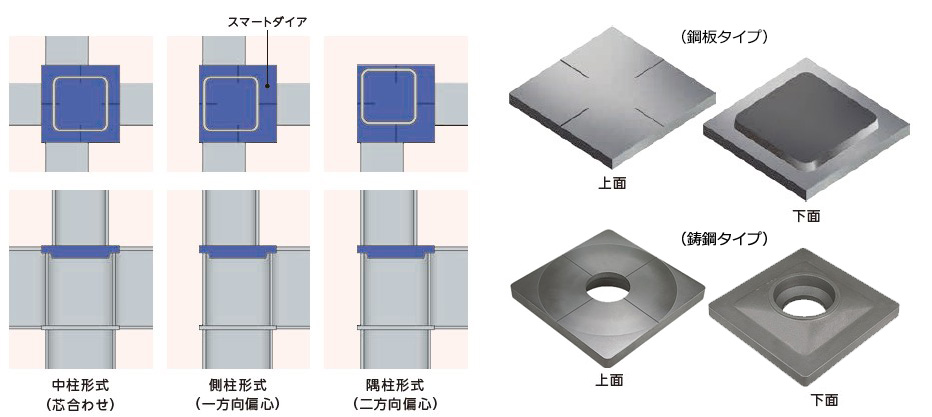
point-3中柱・側柱・隅柱で兼用が可能
- 中柱(芯合わせ)、側柱(一方向偏心)、隅柱(二方向偏心)の全てを1型式で兼用できます。

注意
スマートダイアには、上面と下面がありますのでご確認ください。

警告
偏心する場合は、上下鋼管外面が必ず1面以上一致する必要があります。
-
point-4ブレース接合への結合が可能
- スマートダイアへブレース接合部※が取り付く場合も適用可能です。
※鉛直ブレース・水平ブレース
注意
ブレースを用いる場合は適用条件があります。
詳細はカタログ10ページをご覧いただくか、当社までお問い合わせください。 - スマートダイアへブレース接合部※が取り付く場合も適用可能です。
-
point-5上下階柱の柱絞り寸法が150mmまで拡充
上下階柱の柱絞り寸法は、50mm・100mm・150mmに対応できます。
自由度の高い建築物の設計を実現します。
-
point-6多様な材質の柱に使用可能
- 基準強度385N/㎜2以下の柱材に使用が可能です。
(BCR295・BCP235・BCP325・UBCR365・JBCR385 等) - 下階柱サイズは□300~□800まで対応が可能です。
- 溶接組立箱形断面柱の使用が可能です。溶接組立箱形断面柱の場合は、別途お問い合わせください。
注意
上階柱の基準強度が325N/mm2より大きく、かつ接合部係数αが1.2より大きい場合はお問い合わせください。
警告
・溶接組立箱形断面柱はC材を使用する必要があります。
・上階柱に溶接組立箱形断面柱を使用する場合は、パネル部鋼管に溶接組立箱形断面を使用する必要があります。 - 基準強度385N/㎜2以下の柱材に使用が可能です。
-
point-7鋳鋼タイプ(SDC型式)のラインナップにより適用柱の板厚を拡大
-
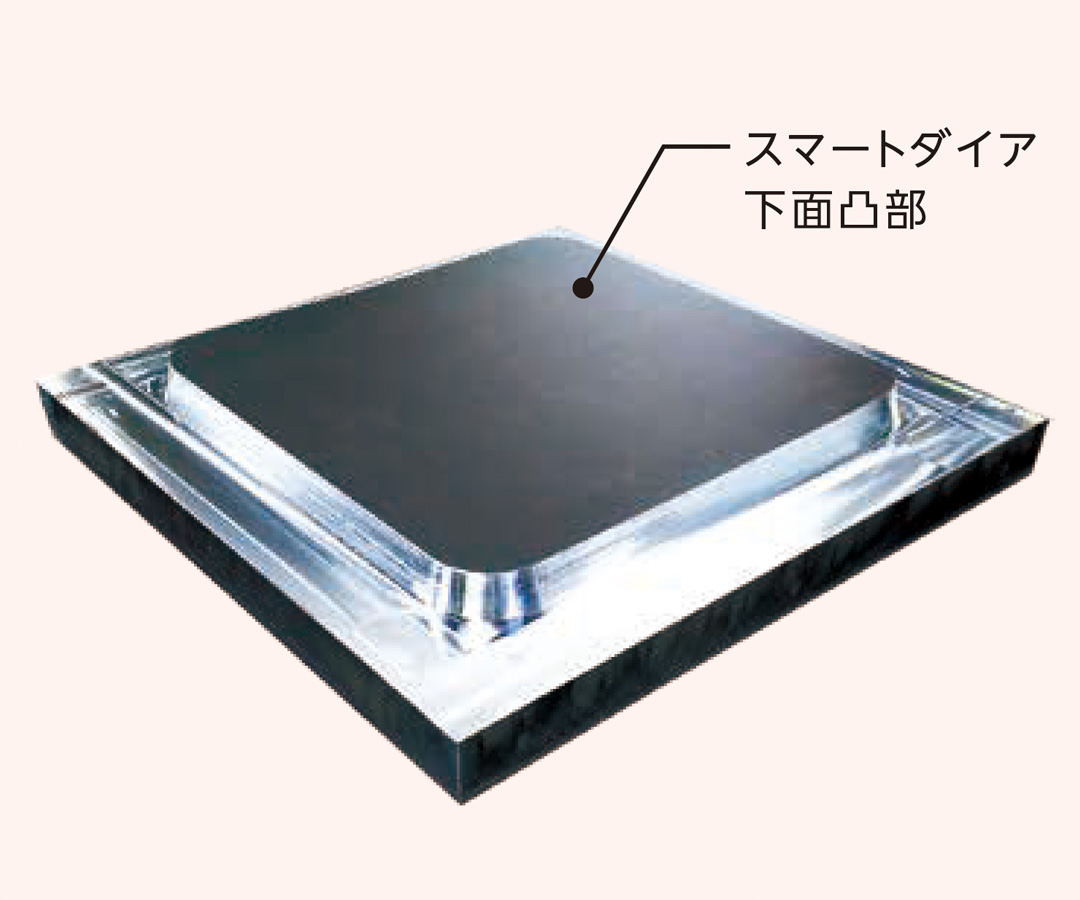
point-8実験および解析によりダイアフラムの最適形状を決定
- 応力伝達効率を考慮した独自形状のダイアフラム、スマートダイア下面の凸部効果によりダイアフラムの面外変形を拘束します。
-
point-9在来工法からの置き換えが可能
スマートダイアは、上階柱との保有耐力接合を満足しています。一般的なテーパーコラムと同様に扱うことが可能です。
設計フロー
スマートダイアは上階柱の耐力よりも高い耐力を有している(保有耐力接合)ため、一般的な通しダイアフラムを用いた柱はり接合部と同様に設計が可能です。上階柱と下階柱のサイズが決まれば、対応するスマートダイアの型式も決定します。ブレースが取り付く場合はこちらで確認してください。
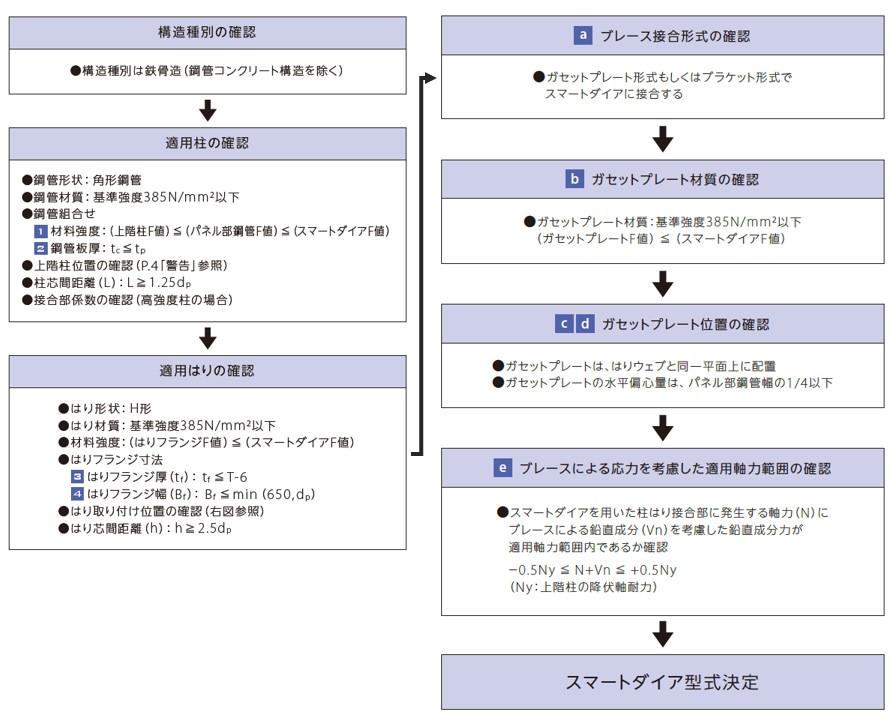
構造種別の確認
- 構造種別は鉄骨造(鋼管コンクリート構造は対象外)
適用柱の確認
- 鋼管形状:角形鋼管
- 鋼管材質:基準強度385N/㎜2以下
- 鋼管組合せ
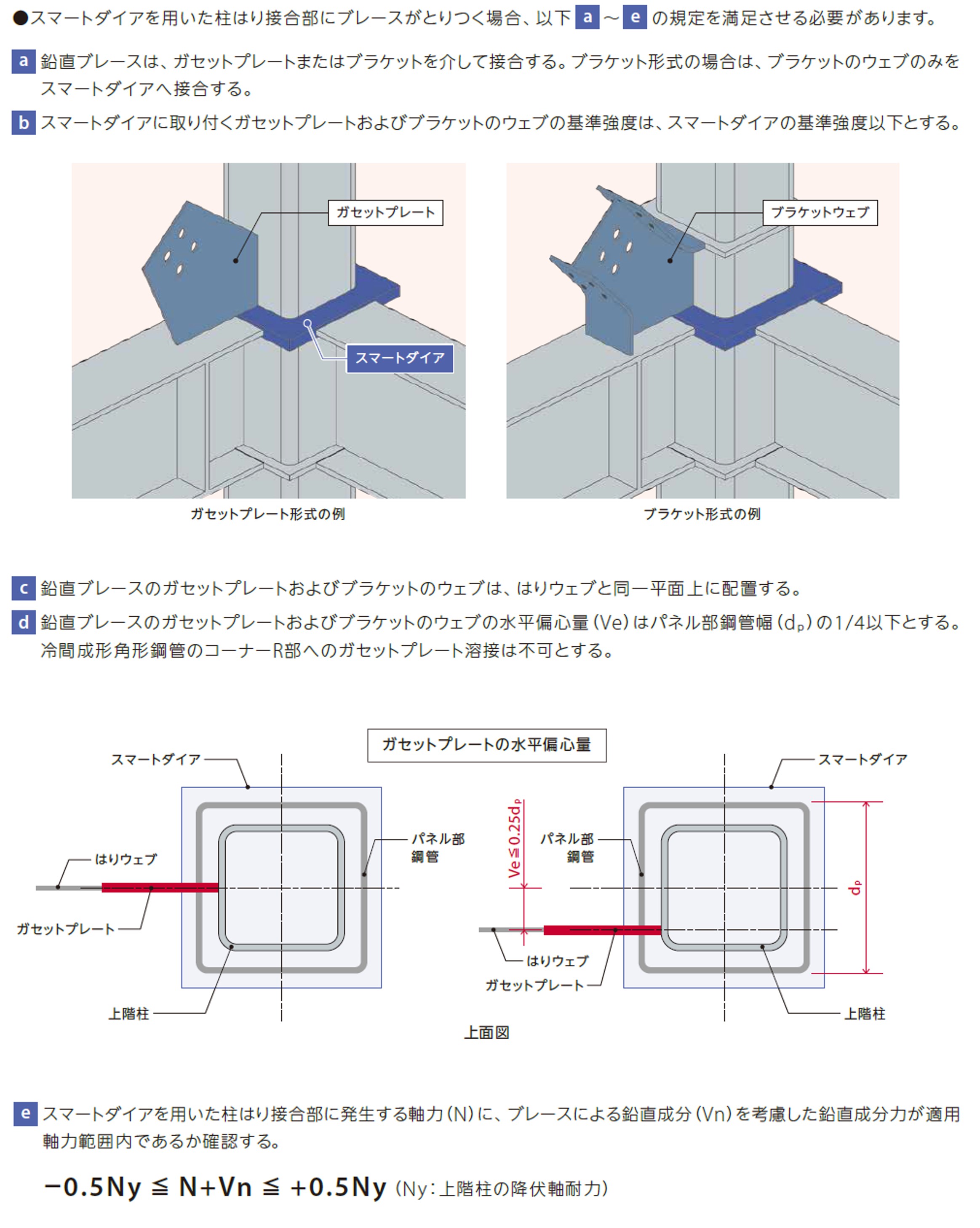
①材料強度:(上階柱F値)≦(パネル部鋼管F値)≦(スマートダイアF値)
②鋼管板厚:tc≦tp - 上階柱位置の確認
- 柱芯間距離(L):L≧1.25dp
- 接合部係数の確認(高強度柱の場合)
適用はりの確認
- はり形状:H形
- はり材質:基準強度385N/㎜2以下
- 材料強度:(上階柱F値)≦( パネル部鋼管F値)≦(スマートダイアF値)
- はりフランジ寸法
③はりフランジ厚(tf):tf≦T-6
④はりフランジ幅(Bf):Bf≦min(650,dp) - はり取り付け位置の確認(下図参照)
- はり芯間距離(h):h≧2.5dp
ブレースの取り付けの有無を確認
- スマートダイアに鉛直ブレースのガセットプレースが取り付く場合は、カタログ11ページのブレース設計フローを確認してください。
適用軸力範囲の確認
- スマートダイアを用いた柱はり接合部に発生する軸力(N)が適用軸力範囲内であるか確認
- -0.5Ny≦N≦+0.5Ny(Ny:上階柱の降伏軸耐力)
スマートダイア型式決定
注意
- 上階柱の基準強度が325N/㎜2より大きく、かつ接合部係数αが1.2より大きい場合はお問い合わせください。
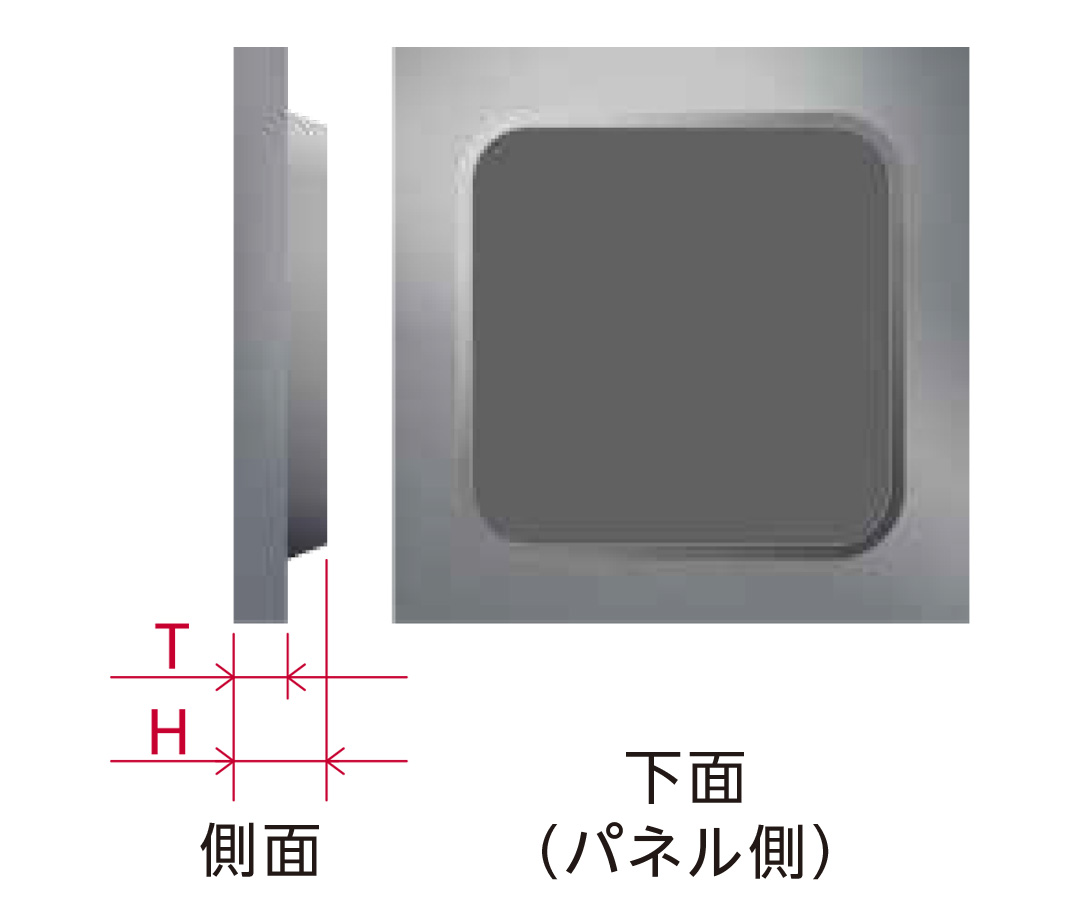
- はり段差がある場合、スマートダイア突起(P.12-14「H寸法」)と内ダイアフラム等の納まりと、UT検査で必要となる離隔をご確認ください。
警告
- スマートダイアは、柱はり接合部の上ダイアフラムとしてご使用ください。
- スマートダイアは、柱はり接合部の一番上のダイアフラムとしてご使用ください。
- 一部型式では適用軸力範囲が狭くなる柱組合せがあります。
ブレースについて
ブレースの取扱い
警告
- 一番型式では適用軸力範囲が狭くなる柱組合せがあります。
ブレースが取り付く場合の設計フロー
警告
- ガセットプレート等、ブレース接合部の設計は各指針に則り別途行ってください。
- 一部型式では適用軸力範囲が狭くなる柱組合せがあります。
各種寸法
各種寸法、適用上階柱および適用はりについては、下のPDFにて確認ください。
SDe型式の寸法表(PDF)を見る(カタログ13ページ参照)
HSDe型式の寸法表(PDF)を見る(カタログ14ページ参照)
認定書・評定書
スマートダイアを用いた柱はり接合部の性能および施工方法については、(一財)日本建築センターの評定を取得しています。
また、スマートダイアは通しダイアフラムとして必要な板厚方向の性能を有する国土交通大臣認定取得材を採用しています。
工場加工
材質(種類)
| SDe型式 | HSDe型式 | SDC型式 |
|---|---|---|
| TMCP325C (国土交通大臣認定品) 490ニュートン級鋼材 |
TMCP385C (国土交通大臣認定品) 550ニュートン級鋼材 |
HCW490B |
組立
スマートダイア上面にセンターマークを設けています。上階柱の位置決めにご使用ください。
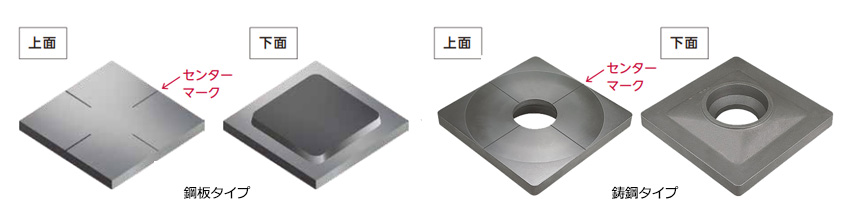
※上面がショット肌の製品がありますが、性能に問題はありません。
溶接材料
- 溶接材料は「鉄骨工事標準仕様書JASS6鉄骨工事」や各材質に定められた指針に従い選定してください。

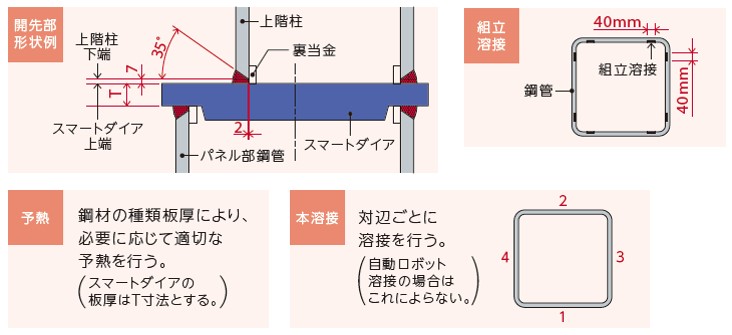
溶接
- 柱およびはりとスマートダイアの溶接は完全溶込み溶接とし、「鉄骨工事標準仕様書JASS6鉄骨工事」に準拠して実施してください。
- 完全溶込み溶接の開先は、日本鋼構造協会「溶接開先標準(JSS I 03-2005)」MC-TL-1B、GC-TL-1Bに基づき、
柱側およびはり側に加工してください。
検査
検査方法
溶接部の検査は、超音波探傷検査等で行ってください。検査は、「鉄骨工事標準仕様書JASS6鉄骨工事」に準拠してください。
不良溶接部の補正
有害な欠陥のある溶接部は除去して再溶接してください。
溶接部に割れの入った場合には、割れの入った両端から50㎜以上はつり取り再溶接してください。
スマートダイアの工場加工にあたっての注意点
- スマートダイアを柱材に取り付け加工するにあたっては、設計図添付用の「スマートダイアⅡ工法設計施工標準図」を参照してください。
- 鋼板タイプには中央孔がありません。空気孔が無いことを考慮して仕口の製作手順をご検討ください。
- 鋼板タイプに孔を設ける場合は規定があります。その際はセンクシアにお問い合わせください。
