ジョイントカプラ®工法
杭頭接合工法
「ジョイントカプラ工法」
ジョイントカプラ工法は高耐力を確保した新しい杭頭接合工法です。
杭頭接合部の高強度化により、杭頭接合筋の本数減少が期待できます。
ジョイントカプラ工法はジャパンパイル株式会社と当社の共同開発による商品です。



概要
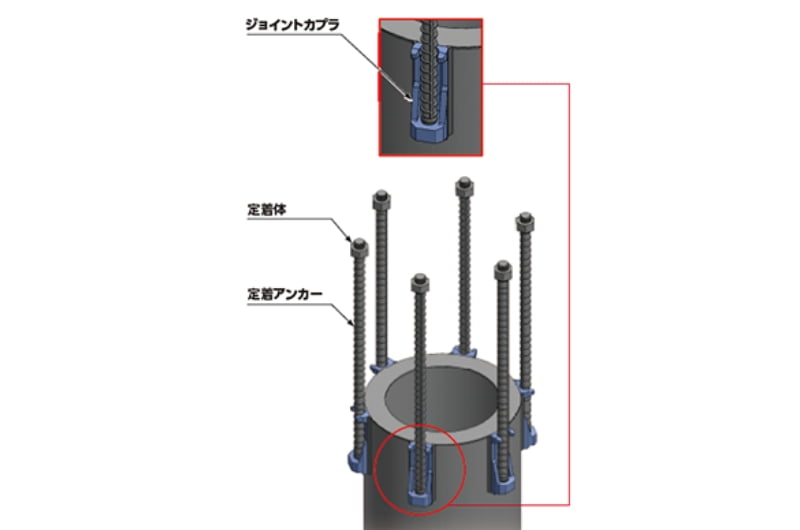
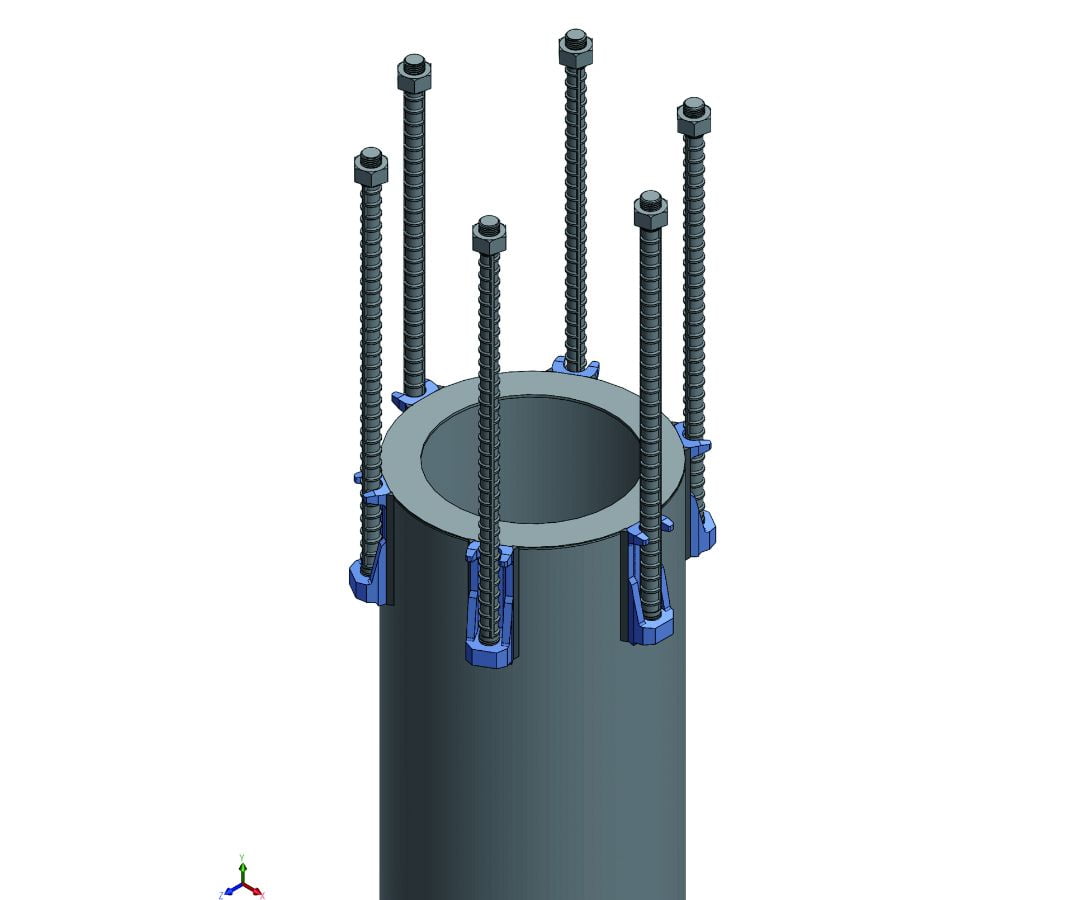
ジョイントカプラ工法は、SC杭および鋼管杭の杭頭部にジョイントカプラを溶接した後、上端に定着体を有する定着アンカーの下端をジョイントカプラに螺合し、さらにジョイントカプラ内および杭頭部の周囲にコンクリートを打設することによって、杭頭部とパイルキャップを一体化する工法です。
定着アンカーは高強度異形棒鋼SD490の両端に転造ねじ加工を施しています。ジョイントカプラは建築構造用鋼材SN490Bと同等の機械的性質と溶接特性を有する鍛造製金物(国土交通大臣認定取得材)です。
ジョイントカプラ内の付着抵抗の効果により本工法の定着アンカーは、ねじ部に先行して軸部が降伏します。
特長
-
point-1大きな耐力を確保し、定着アンカーの本数を減少
- ジョイントカプラ工法は、太径の高強度定着アンカーとジョイントカプラの効果により、大きな耐力を確保できます。したがって高強度杭の使用が可能となります。
- 在来工法と同耐力とする場合は、定着アンカーの本数が減少し、上部構造の鉄筋との干渉を抑えることができます。
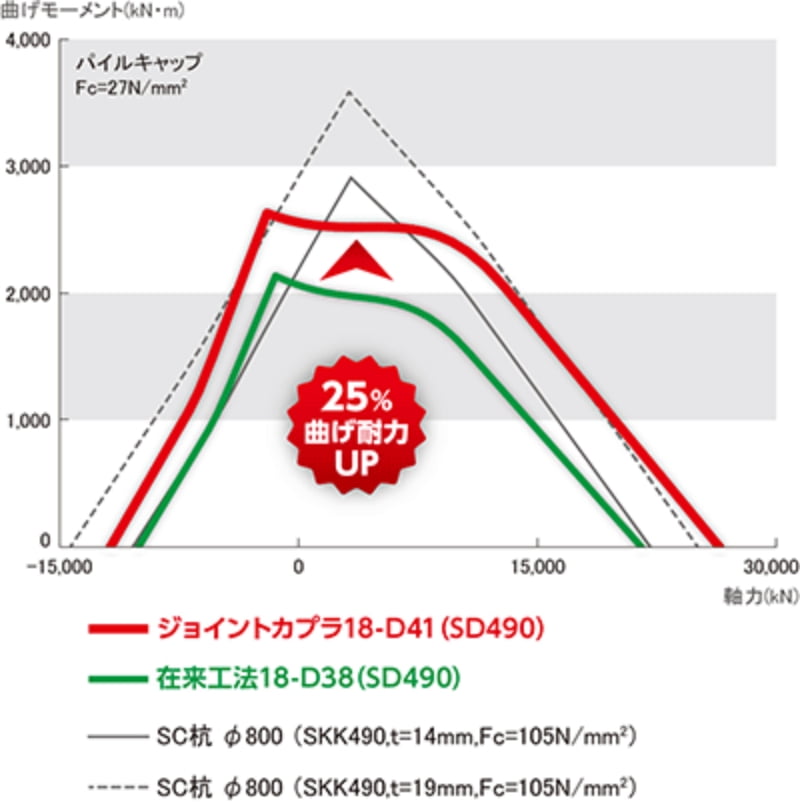
1.在来工法と同数の定着アンカーを配置した場合 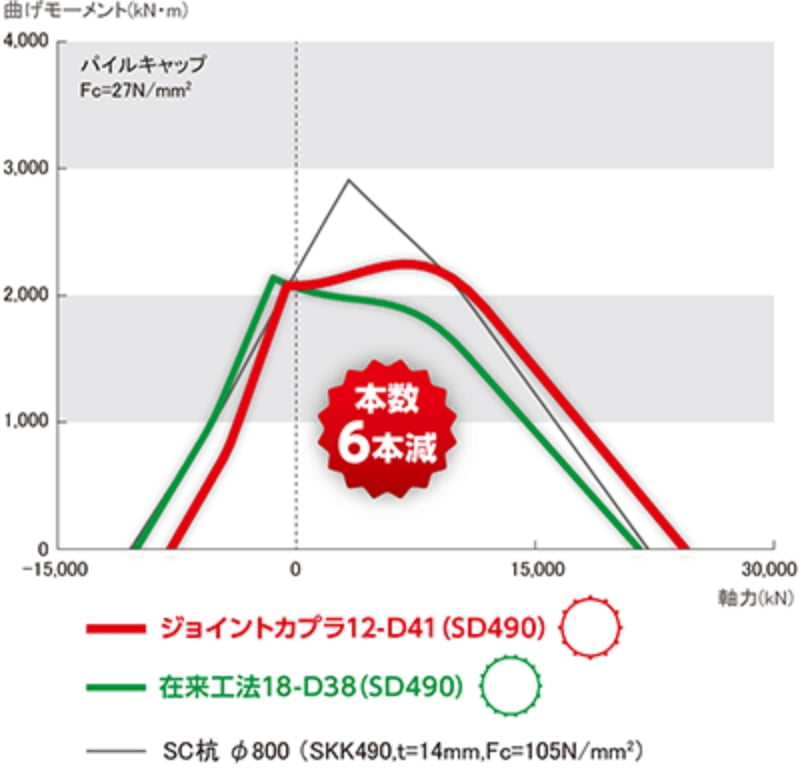
2.軸力0時に在来工法と同等の耐力を確保した場合 -
point-2定着長を大きく短縮
ジョイントカプラ工法は定着アンカーの上端に定着体を設けることにより高い定着性能を確保します。
これにより、在来工法(異形鉄筋を杭鋼管に溶接する方法)に比べ定着長が大幅に短くなります。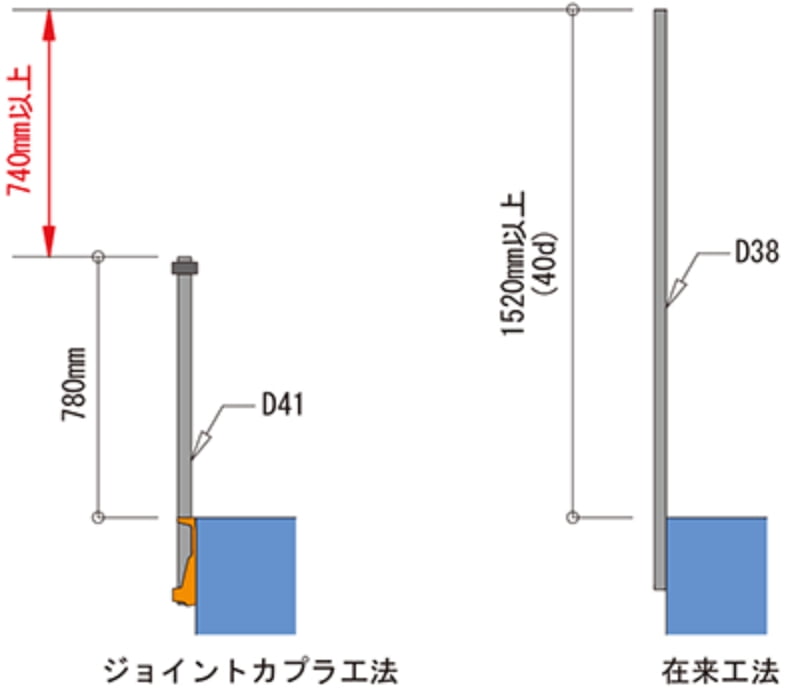
-
point-3在来工法に比べ施工性を向上
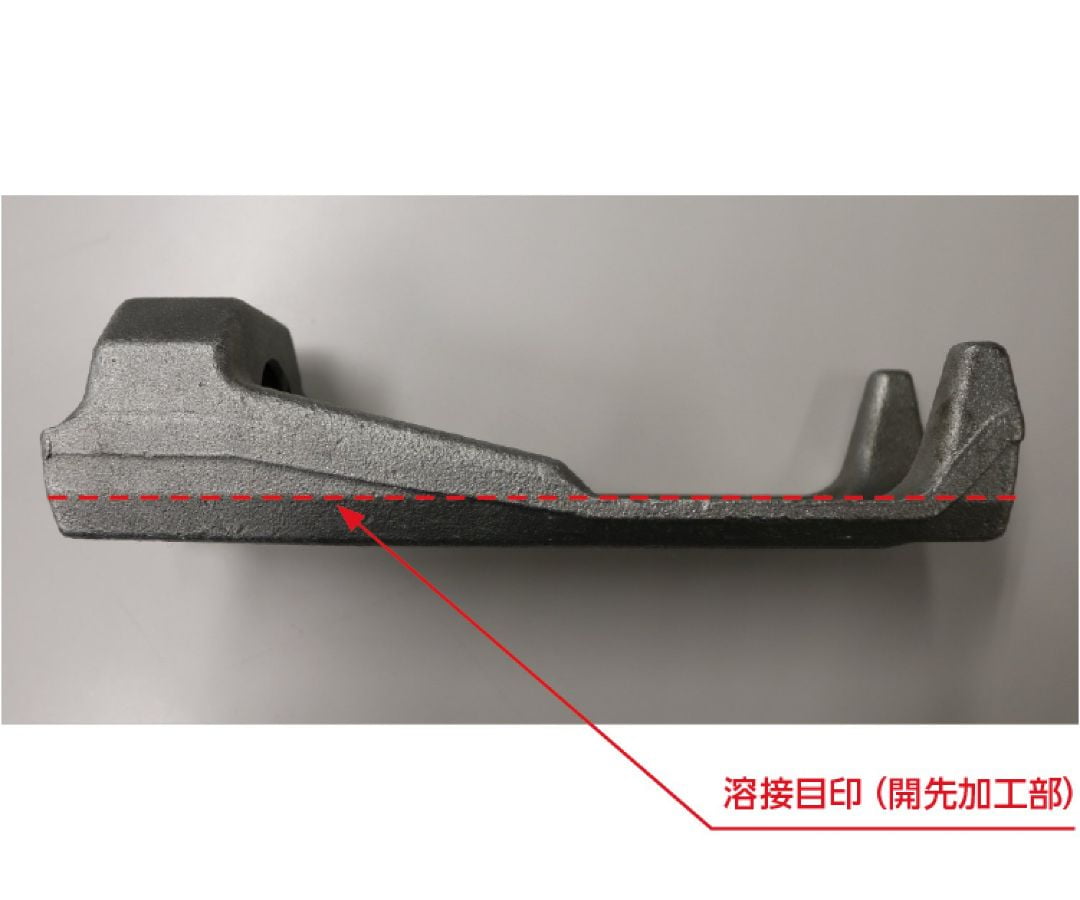
ジョイントカプラの溶接部には開先加工がされており、在来工法(異形鉄筋を杭鋼管に溶接する方法)に比べ品質が確保できます。
また、鉄筋には溶接を行わずジョイントカプラにのみ溶接を行うため、鉄筋を直接溶接する工法に比べ品質および施工性が向上します。
ジョイントカプラは建築構造用鋼材SN490Bと同等の機械的性質と溶接特性を有する鍛造製金物(国土交通大臣認定取得材)です。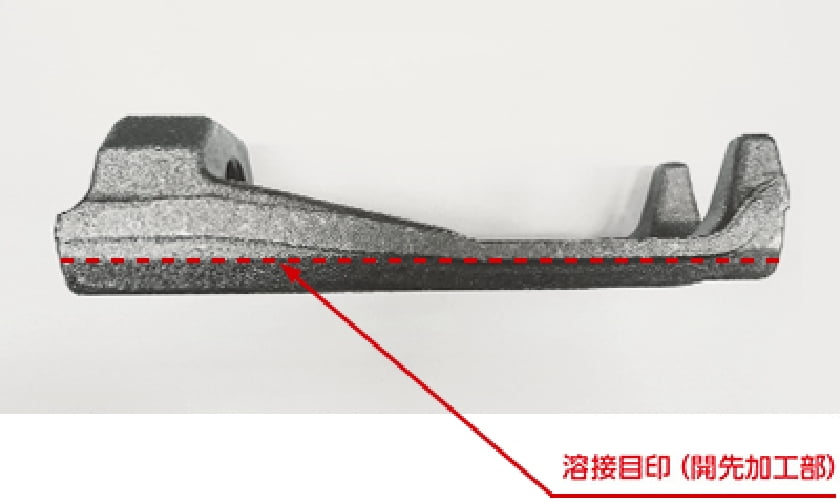
-
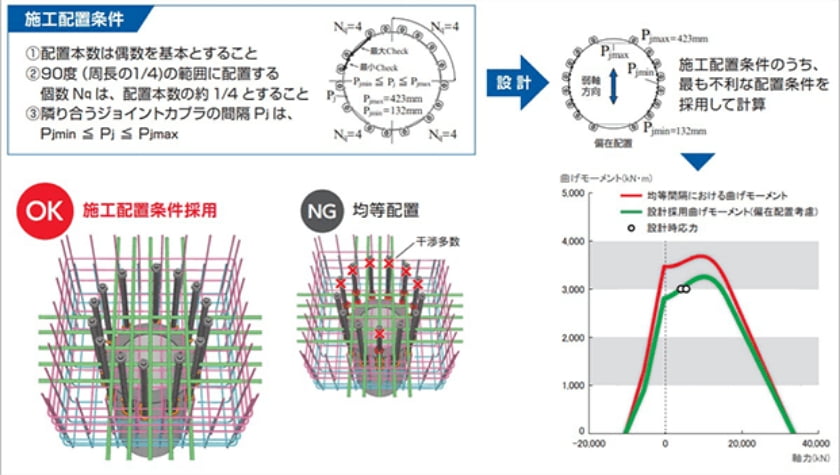
point-4過密配筋による基礎主筋への干渉に配慮した設計・施工方法を実現
設計曲げ耐力を満足させるために必要な施工配置条件を明確化し、この配置条件に則った現場施工を実施することで、確実に設計曲げ耐力を確保できた杭頭接合部の提供が可能です。
-
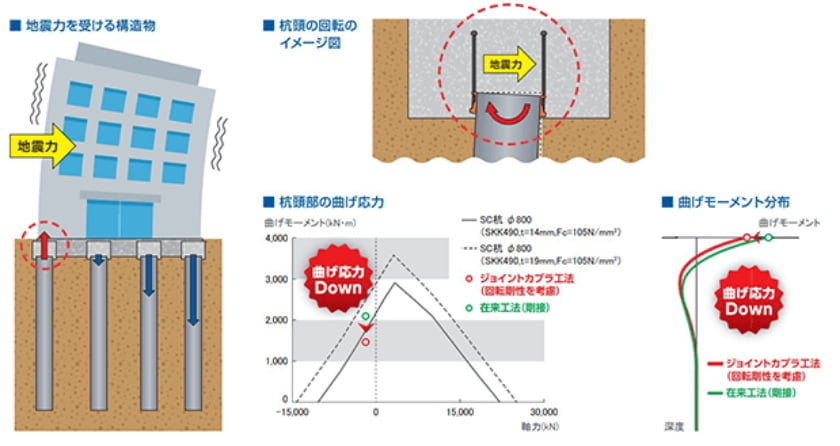
point-5杭頭接合部の回転剛性を考慮した設計が可能
杭頭接合部の回転剛性を考慮することで、杭頭部に発生する曲げ応力を軽減し、効率的・経済的な杭頭接合部の設計が可能です。
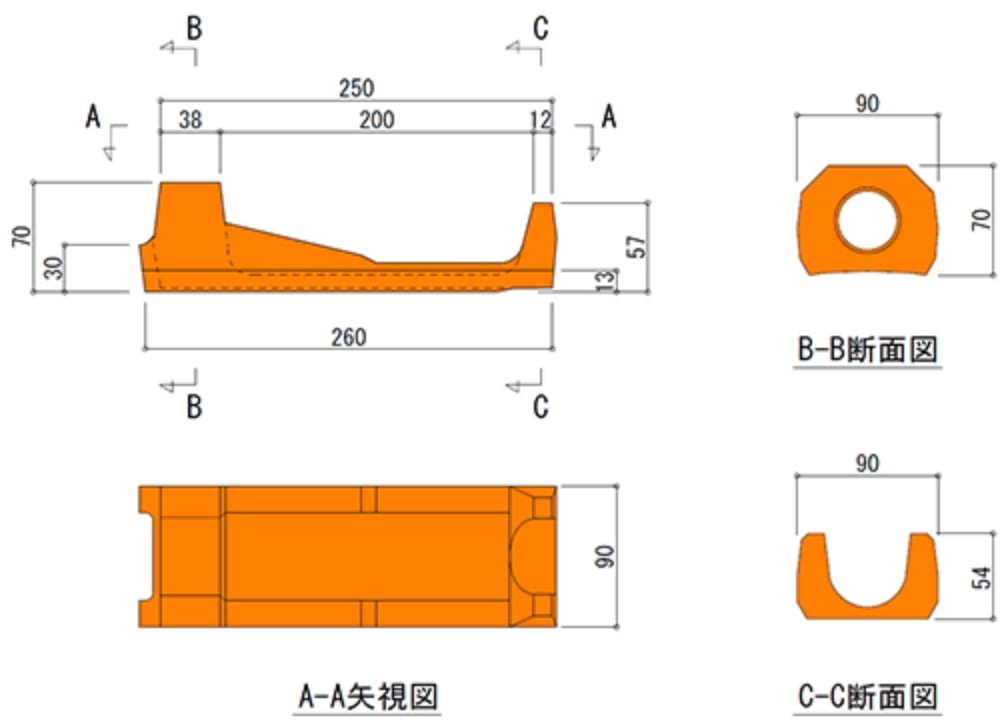
形状
ジョイントカプラ
定着アンカー
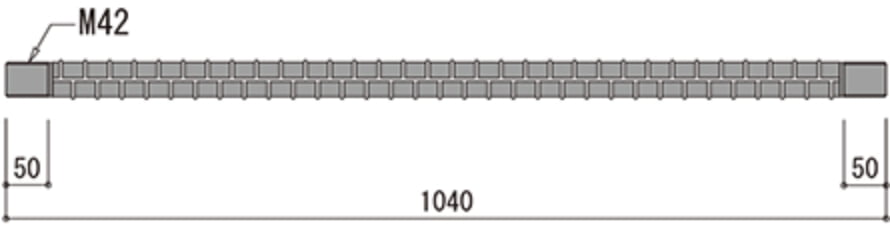
定着体
ジョイントカプラ設置可能本数
| 杭径(mm) | 400 | 450 | 500 | 600 | 700 |
|---|---|---|---|---|---|
| 本数(本) | 9 | 10 | 11 | 13 | 16 |
| 杭径(mm) | 800 | 900 | 1000 | 1100 | 1200 |
|---|---|---|---|---|---|
| 本数(本) | 18 | 20 | 22 | 24 | 26 |
注意
・上記は均等配置した場合の本数です。
・施工を考慮し適切な本数を決定して下さい。
・設置可能本数の下限は4本です。
適用範囲
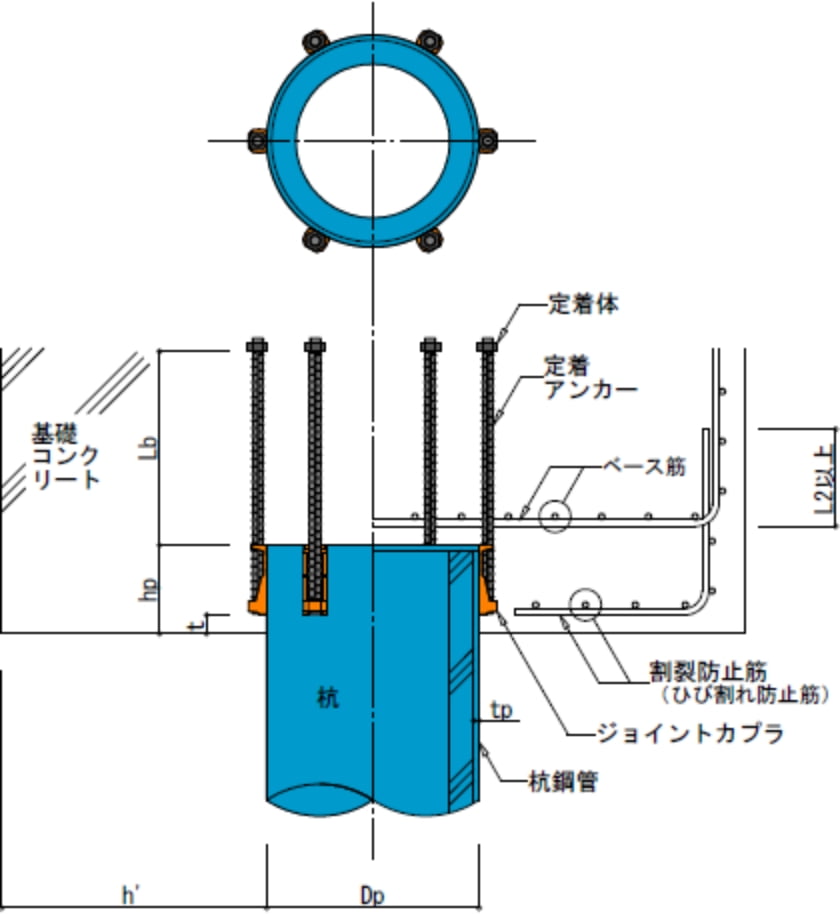
構造規定
| Dp:杭径(mm) | SC杭:400≦Dp≦1200 鋼管杭:400≦Dp≦1500 |
|---|---|
| tp:鋼管板厚(mm)※1 | tp≧9 |
| hp:杭頭部の埋込み長(mm)※2 | hp≧330 |
| t:設計かぶり厚(mm) | t≧70 |
| Lb:定着長(mm)※3 | Lb≧16db(db=41㎜) |
| h’:へりあき(mm) | h’ ≧200 かつ構造耐力上必要な寸法以上 |
| 割裂防止筋(ひび割れ防止筋) | タテヨコD13@300mm以下 |
| Fc:基礎の設計基準強度(N/mm2) | 24≦Fc≦60 |
※1 杭材質SKK400相当は使用不可です。
※2 鋼管杭の場合には、中詰めコンクリートを杭頭部の埋込み長(hp)330mm以上充填してください。
※3 定着長(Lb)は、ジョイントカプラ上端から定着体下端までの長さです。
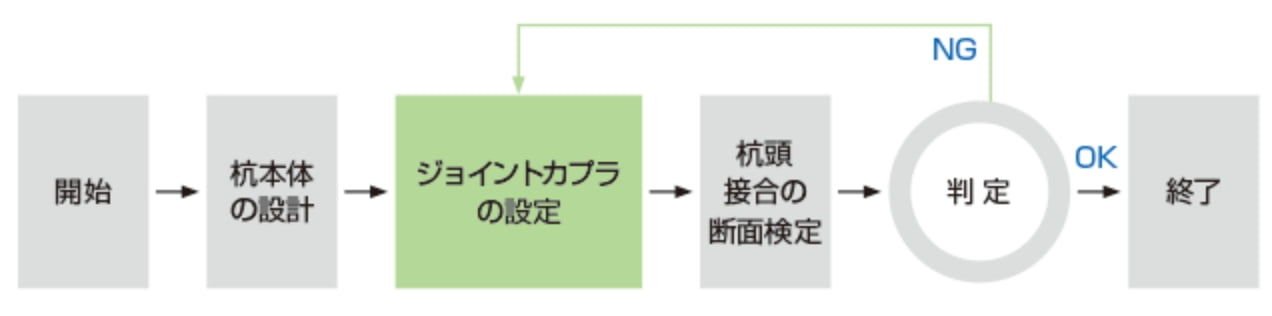
設計フロー
ご採用いただく際は、設計図にジョイントカプラ工法の標準図を添付していただくようお願い致します。
標準図はこちらからダウンロードしていただけます。
施工フロー
ジョイントカプラ工法の施工管理は、評定取得会社により教育・技術指導を受けた現場管理者が行うことが義務づけられています。
施工は被覆アーク溶接、ガスシールドアーク溶接の資格者が行う必要があるため、現場管理者は上記の有資格者を手配してください。
工事終了後センクシアへ施工管理チェックシートの提出もしくは管理状況の報告を行ってください。
杭の打設
ジョイントカプラ取付け位置の清掃とマーキング

ジョイントカプラの組立溶接

ジョイントカプラの配置検査
定着アンカーのねじ込み、定着体の取付け

定着アンカー接合部の検査
ジョイントカプラの溶接(異形隅肉溶接)

ジョイントカプラ溶接部の検査(外観検査)
完了

注意
・定着アンカーの曲げ加工はできませんので、配筋の干渉をよくご確認ください。
・上記は標準的な施工例です。現場の状況等により適切な施工手順をご選択ください。
・ジョイントカプラと定着アンカーのねじ部が汚れないよう、搬入後は養生し、組立溶接後は速やかに定着アンカーの
ねじ込みを行ってください。
認定書/評定書

性能については実大実験で確認し、工法は(一財)日本建築センターの評定、
材料は国土交通大臣認定を取得しています。
国土交通大臣認定書(写)