ポジリング®工法
鉄骨ばり貫通孔補強工法
「ポジリング工法」
ポジリング工法は鉄骨ばりに設ける貫通孔を補強する新工法です。



概要
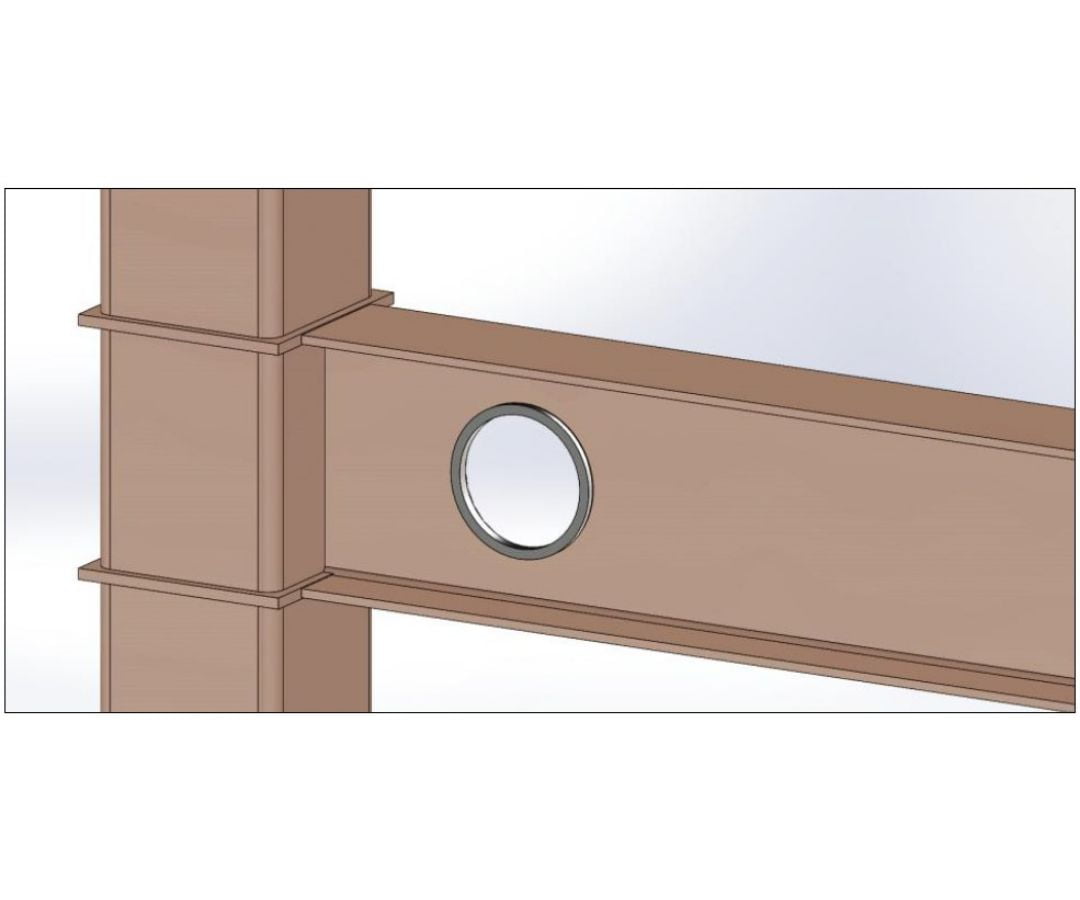
ポジリング工法は鉄骨ばりに設ける貫通孔を補強する工法です。リングの突起を下孔に挿入するだけで位置決めができ、罫書が必要ありません。隅肉溶接での施工のため、はりの反転を行わずに取付け可能です。
本工法は、実大実験・FEM解析にて、その信頼性も確認され、国土交通大臣の認定(認定番号MSTL-0548)および日本建築センターの認定(BCJ評定‐0095)を取得しています。
警告
・使用は無条件ではありません。
・ポジリング工法を用いて補強した貫通孔部の耐力が、孔位置に生じる応力を上回っていることの確認が必要です。
| 材質 | SN490B同等 国土交通大臣認定取得材(MSTL-0548) |
|---|---|
| 品種(貫通孔内径) | φ100~φ300 |
| 構造種別 | S造 |
特長
-
point-1罫書不要
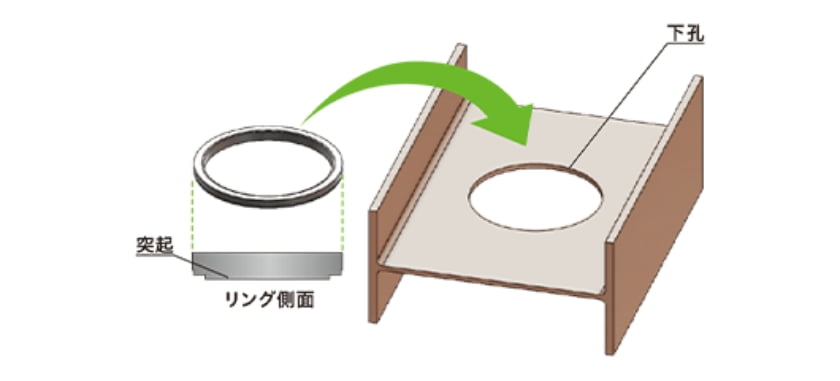
突起を下孔に合わせて挿入することで位置決めが可能なため、罫書作業※が不要です。
※条件により罫書きが必要になります。施工手順Step2を参照ください。
-
point-2はりの反転不要
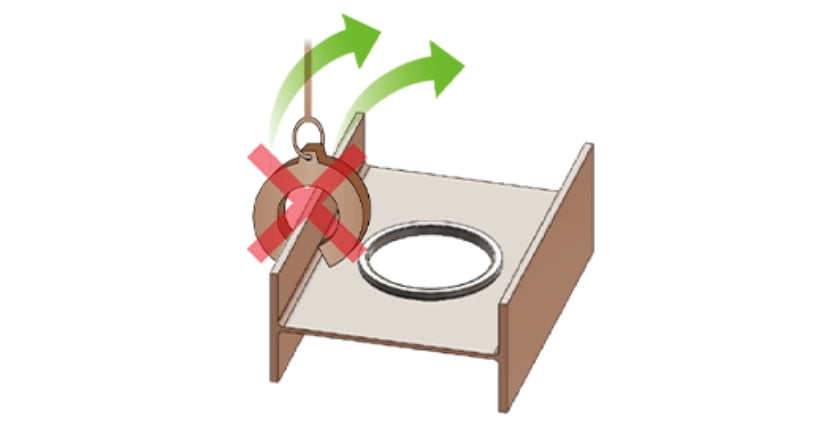
はりの片側から一連の作業をすることが可能です。
-
point-3隅肉溶接
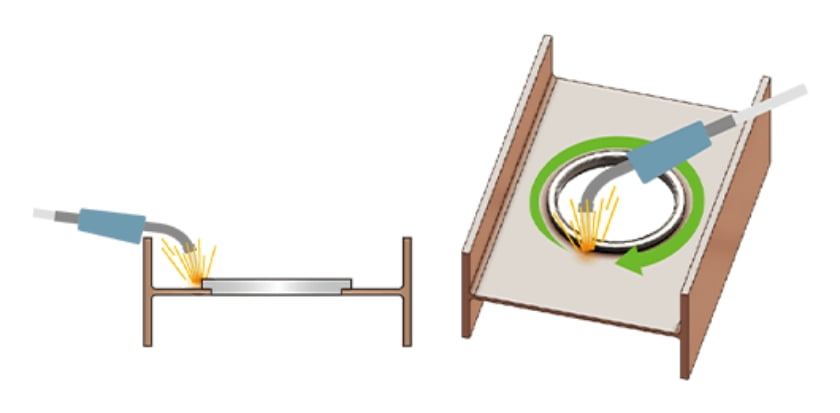
ポジリングの外周を全周隅肉溶接することで取り付けが完了します。
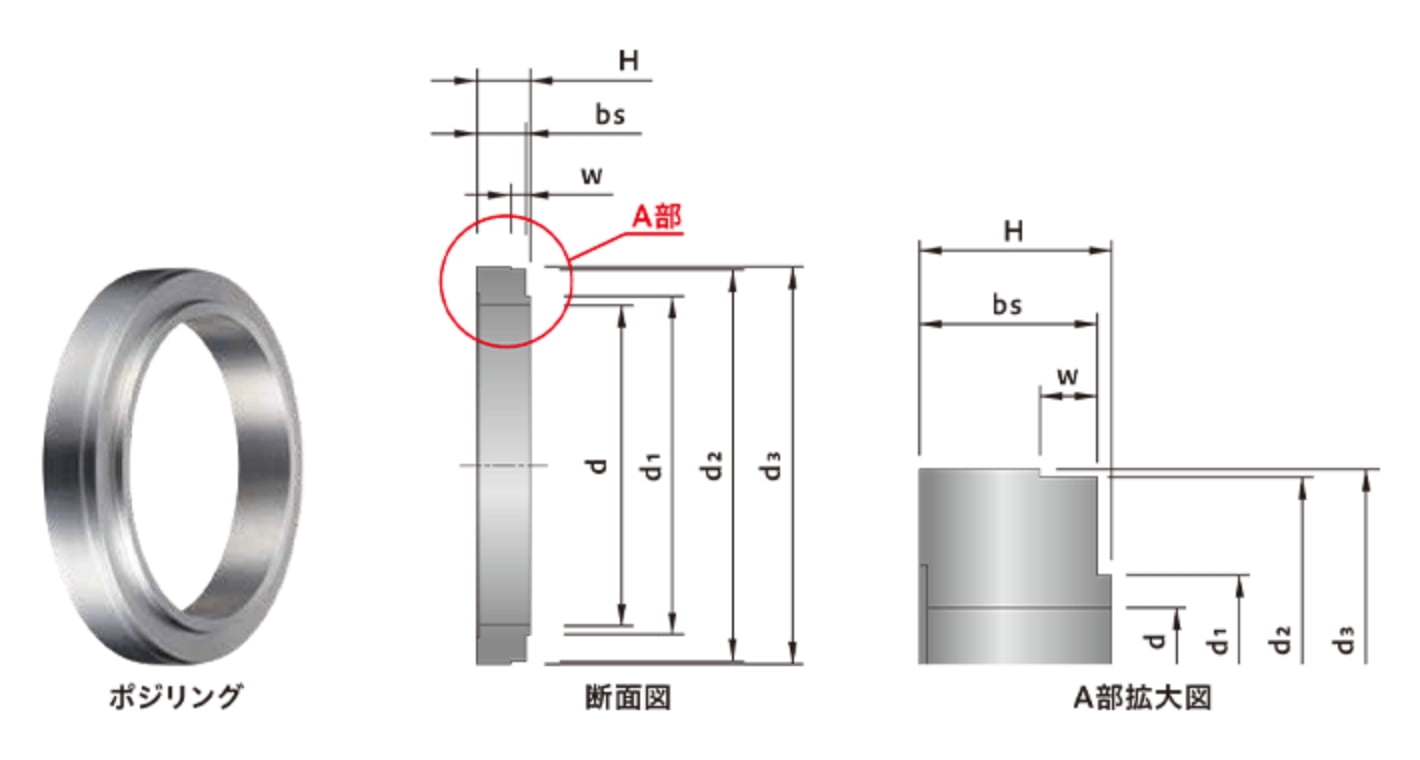
形状・寸法表
寸法表
寸法表に関しては、下のPDFにてご確認ください。
形状
適用範囲
| 構造種別 | S造 |
|---|---|
| H形断面鉄骨 はり成(D) | 2400mm以下 |
| はり材質 | 400N/mm2級, 490N/mm2級, 520N/mm2級, 550N/mm2級, 590N/mm2級 |
| はりウェブ幅厚比 | 95以下(ただし、塑性化領域※1に設置する場合の部材種別はFA,FB) |
| はり成とフランジ幅(B)の比 | D/B≦8 |
| はりウェブ厚 | 32mm以下 |
| 塑性化領域※1への貫通孔 | 2ヵ所以下(ただし、2ヵ所の貫通孔径の合計は2/3 D以下) |
| 貫通孔径(d) | φ100~300、2/3孔径比:はり成の2/3 D以下 |
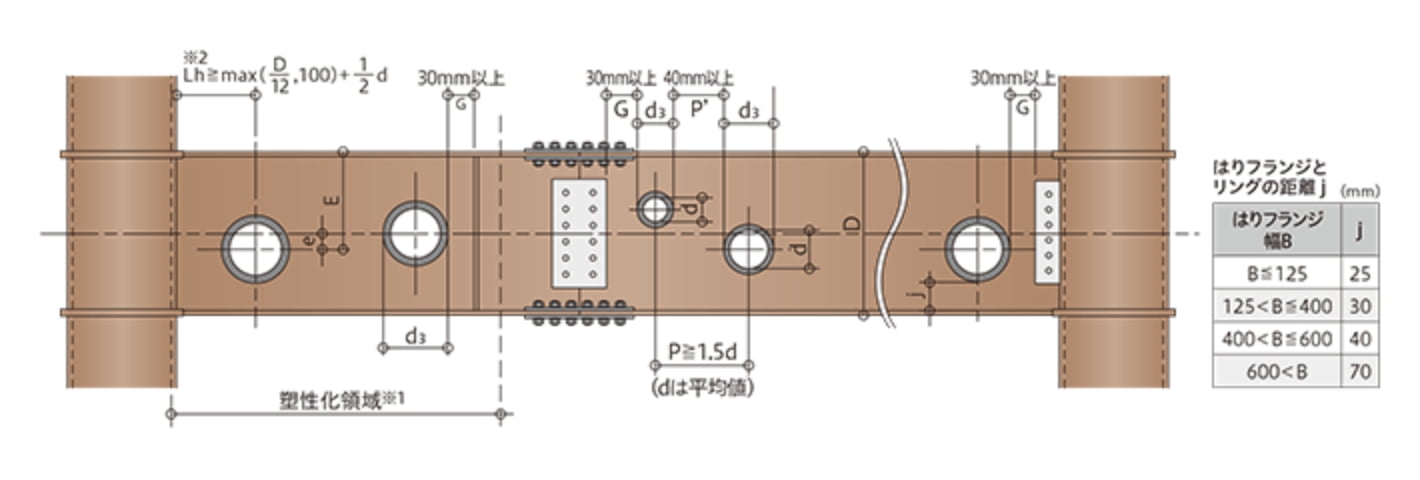
| ピッチ(P) | 孔中心間距離P≧1.5d(dは孔径の平均) |
| 偏心量(e) | 塑性化領域※1: それ以外: d3:リング外径、tf:はりフランジ厚、j:はりフランジとリングの距離(下表参照) |
| 構造部材との距離(G) | 30mm以上(下図参照) |
| リング同士の距離(Pʼ) | 40mm以上 |
注意
- 設計用軸力の作用するはりの適用範囲はオプションをご参照ください。
- SRCのはりには適用できません。
※1 2Dと0.1L0(はり内法長さ)の大きい方。ただし、シアスパン比6以下の場合は1Dと0.1L0の大きい方。
※2 耐力確認により本規則以上の寸法が必要となる場合があります。
塑性化領域について
塑性化領域とは、はり端部において塑性化が想定される領域になります。(下図の赤斜線部)
ポジリング工法はシアスパン比(L0/D)により塑性化領域の範囲を定義しています。
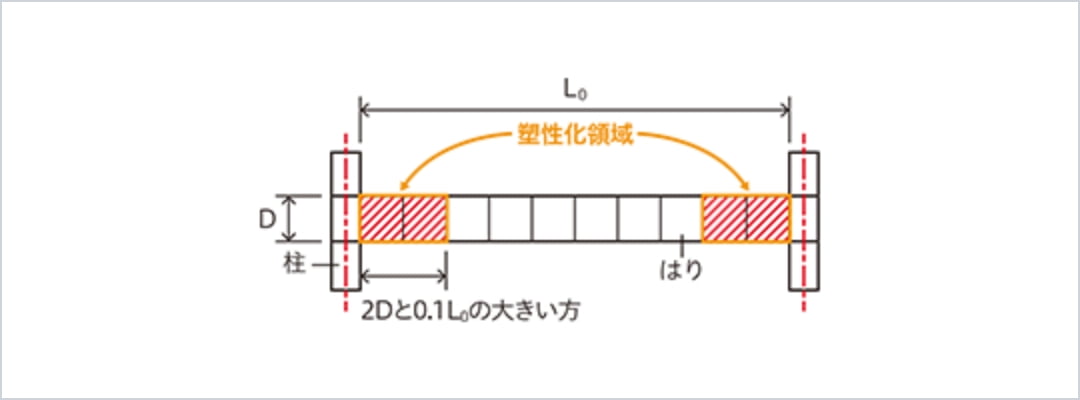
2Dと0.1L0の大きい方
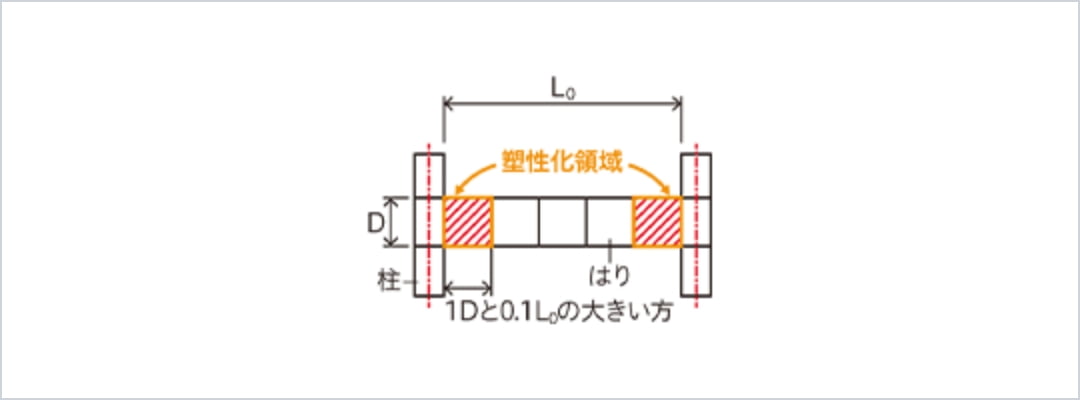
1Dと0.1L0の大きい方
※L0:はり内法長さ、D:はり成
認定書・評定書
あ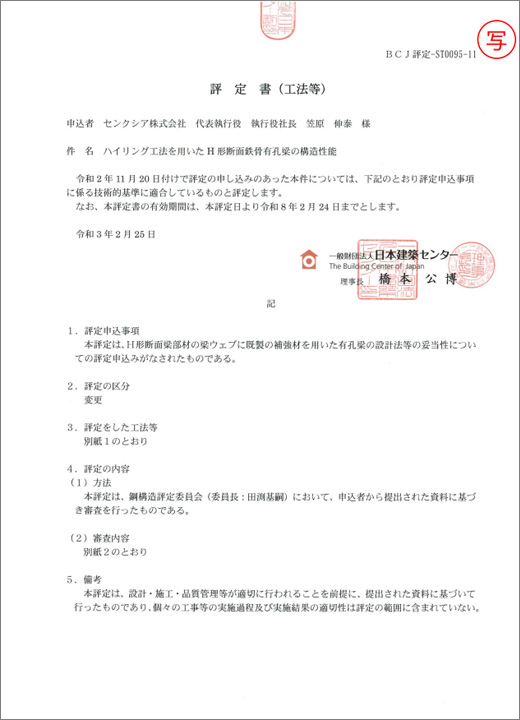
(一財)日本建築センターの一般評定取得

数多くの実大実験と解析を基に耐力・変形の性能を確認し評定を取得していますので、貫通孔部の耐力評価が明確です。
実験後試験体最終状況
①無孔ばり

②有孔無補強

③有孔ポジリング補強

設計支援資料
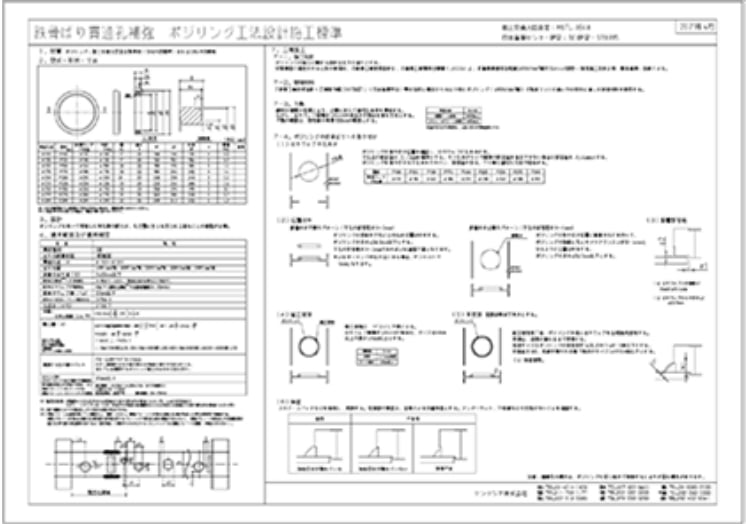
- 設計施工標準図(設計図添付用)
- 部品図
- 認定書(MSTL-0548)
- 評定書(BCJ評定-0095)
- 検討プログラム
オプション
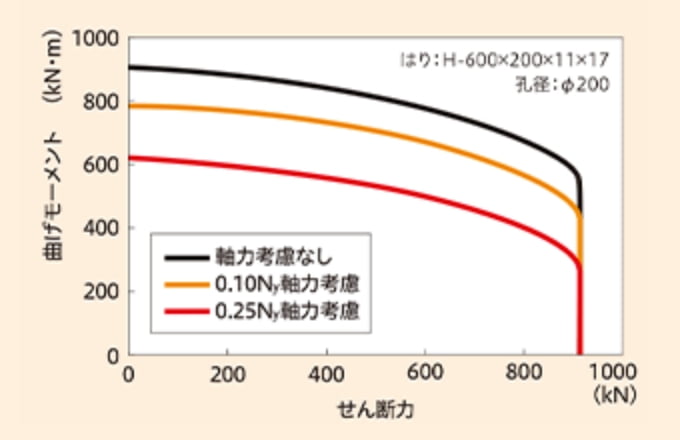
設計用軸力が作用するはり補強パターン
設計用軸力が作用するはりにご使用いただくことが可能です。
補強パターンは2つありますので、設計条件に見合う補強を選択できます。
注意
補強パータンは設計者様にご確認の上、選択ください。
パターン1 ポジリングのみで補強
ポジリングのみで補強されたはりに設計用軸力が作用している場合も適用が可能です。
ポジリング:軸力を考慮した曲げ・せん断力について、センクシアにて耐力検討を行います。
注意
ポジリングのみで補強した貫通孔の補強耐力は設計用軸力分、低下します。
パターン2 ポジリング+プレートで補強
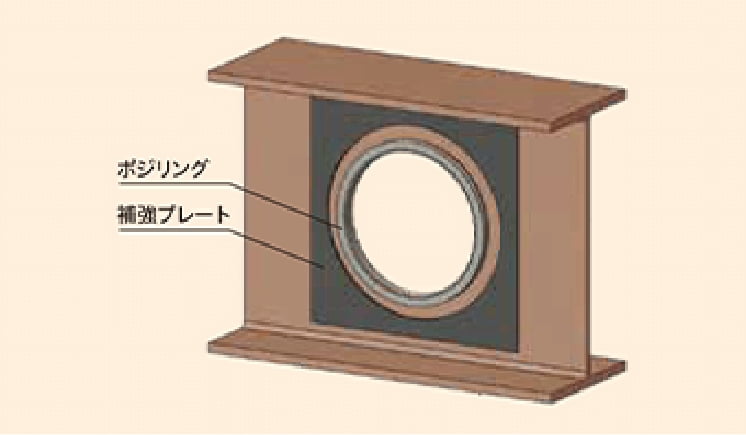
設計用軸力を負担する補強プレートを取り付けることにより、ポジリングで補強した貫通孔部の耐力を低下させることなく検討します。
補強プレート:プレートの貫通孔部中央断面が軸力負担可能な断面積となるようにご設計ください。
ポジリング:曲げ・せん断力について、センクシアにて耐力検討を行います。
警告
耐力検討は、曲げ・せん断力を対象としています。作用する軸力を負担可能な補強プレートを設計者様にて別途ご検討ください。
補強プレートの材料手配は、施工会社様にて別途ご対応ください。
注意
連続孔となる場合、補強プレートのサイズにより、適切なピッチを確保してください。
| 構造種別 | S造 |
|---|---|
| 適用型式 | Pタイプ |
| 軸力範囲 | -0.25NY~+0.25NY NY:はりの軸耐力 |
| 貫通孔経(d) | 1/2 D以下 |
| 塑性化領域 | 適用不可 |
| その他の適用範囲 | S造用適用範囲と同様 |
| 部材ランク | FA、FBのみ |
関連情報