
施工手順

溶接材料について
溶接材料は「鉄骨工事技術指針・工場制作編(2007改定)」(日本建築学会)等に規定される、はり材とポジリング(490N/mm2級)で強度ランクの高い方の材料に適した溶接材料を使用する。
施工上の注意点
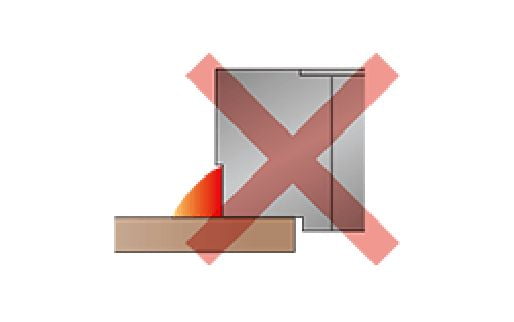
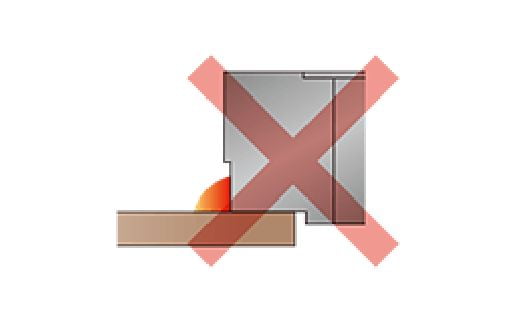
- 溶接姿勢は下向きとする。
- 溶接部は溶接前に、水分・ごみ・さび・油・塗料等の溶接に支障のあるものを取り除く。
- ポジリングの突起を下孔に挿入する。
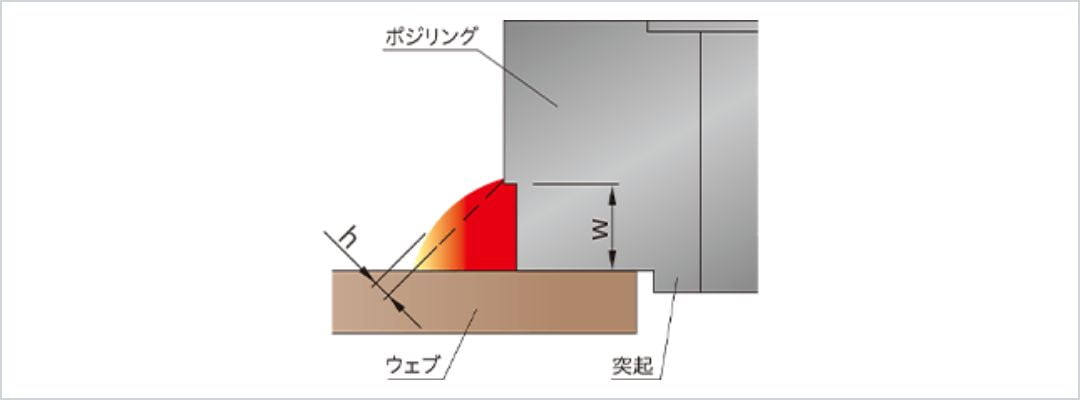
- はりウェブとポジリングは隅肉溶接とする。
- 溶接サイズはポジリングの溶接目安(w)以上かつwの1.5倍以下とする。余盛高さhは隅肉のサイズ(w)の0.6倍以下とする。
- はりウェブの鋼種がSA440の場合は、「建築構造用高性能590N/mm2鋼材(SA440)設計・施工指針」に従い、適切な余熱や組立溶接を行う。
注意
- ポジリングは溶接開先防錆剤を塗布しているため、表面は少し色味がかっていますが、そのまま溶接可能です。
- 部分的に防錆塗装剥がれが発生する場合がありますが性能に問題はありません。
注意
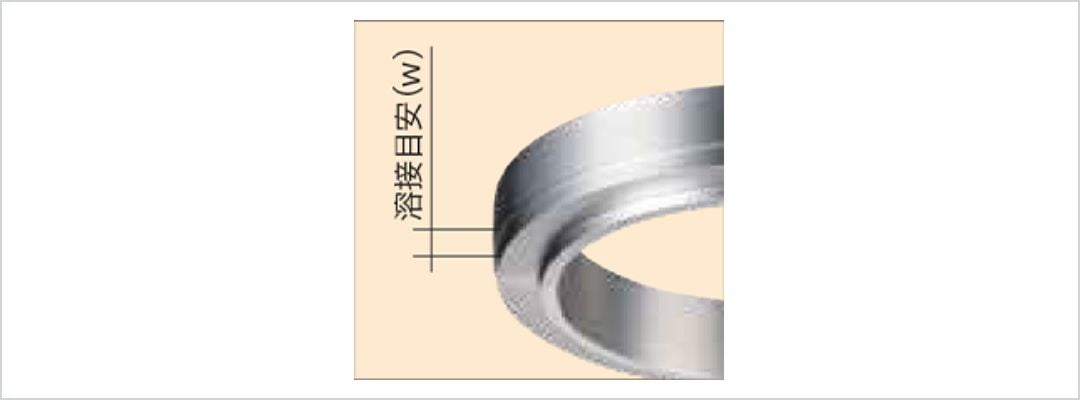
溶接目安が隠れるまで溶接する。
ポジリングの溶接の注意事項
施工手順
Step1 はりウェブの孔あけ
はりウェブの孔あけ
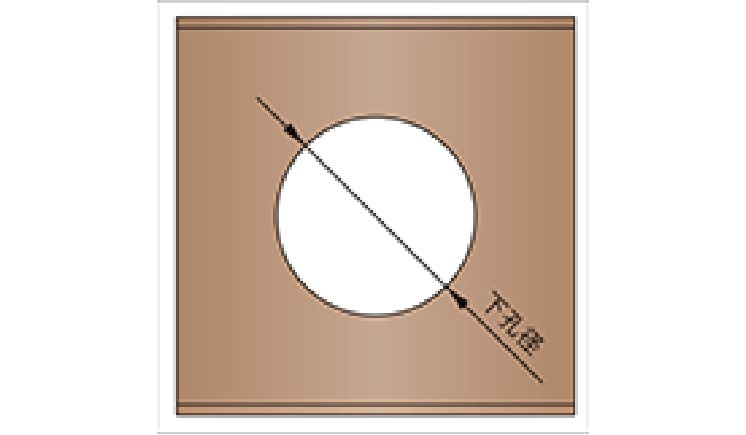
ポジリングの取り付け位置を確認し、はりウェブに下孔をあける。下孔経の許容差は-0、+0.2mmを標準とする。ガス孔明け等で標準の許容差を満足できない場合は許容差を-0、+0.4mmとする
(単位mm)
| 型式 | P100 | P125 | P150 | P175 | P200 | P225 | P250 | P275 | P300 |
|---|---|---|---|---|---|---|---|---|---|
| 下孔経 | Φ110 | Φ135 | Φ160 | Φ185 | Φ210 | Φ235 | Φ260 | Φ285 | Φ310 |
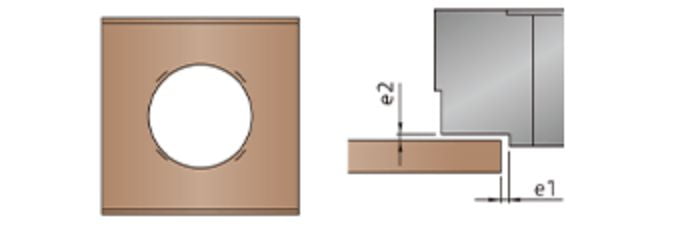
Step2 位置決め/組立溶接
位置決め
罫書不要なパターン(下孔の許容差が0~2mm)
ポジリングの突起を下孔にはめ込み位置決めとする。
ポジリングの浮きe2は3mm以下とする。
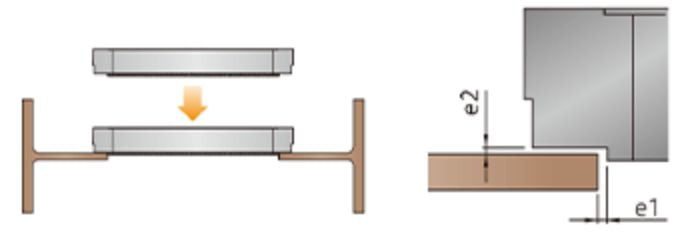
- ※罫書き不要のパターの場合e1の確認も不要となります。
- ※e1はデフォルトで1mmとなります。
罫書が必要なパターン(下孔の許容差が2~4mm)
はりウェブに罫書き等を行ってe1が4mm以下となるように位置決めをする。
ポジリングの浮きe2は3mm以下とする。
組立溶接
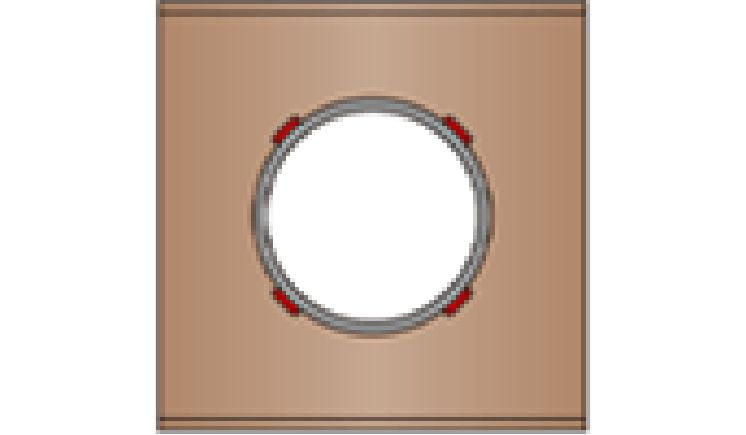
組立溶接は均等間隔で2~4カ所、溶接サイズ4mm程度で1パスとし、溶接長さは40~60mm程度とする。-0、+0.2mmを標準とする。ガス孔明け等で標準の許容差を満足できない場合は許容差を-0、+0.4mmとする
※はりウェブ鋼種がSA440の場合は、サイズは6mm以上で長さ50mm以上とする。
Step3 隅肉溶接
隅肉溶接

ポジリング外周とははりウェブを隅肉溶接で全周溶接する。溶接サイズはポジリングの溶接目安(w)以上かつwの1.5倍以下とする。余盛高さhは溶接サイズ(w)の0.6倍以下とする。
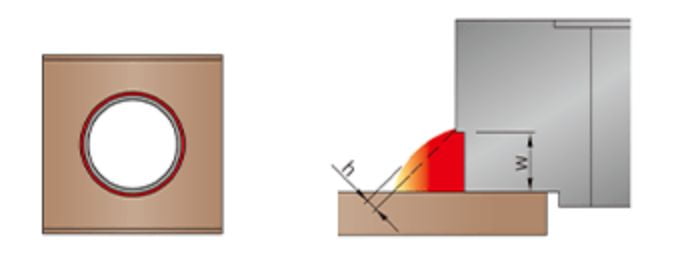
注意
溶接目安が隠れるまで溶接する。
Step4 検査
検査

スラグ・スパッタ等を除去し、清掃する。溶接部の検査は、目視による外観確認とする。アンダーカット、不等脚等の欠陥がないことを確認する。
注意
溶接目安が見えないことを確認する。
