PINベース®工法
「PINベース工法」
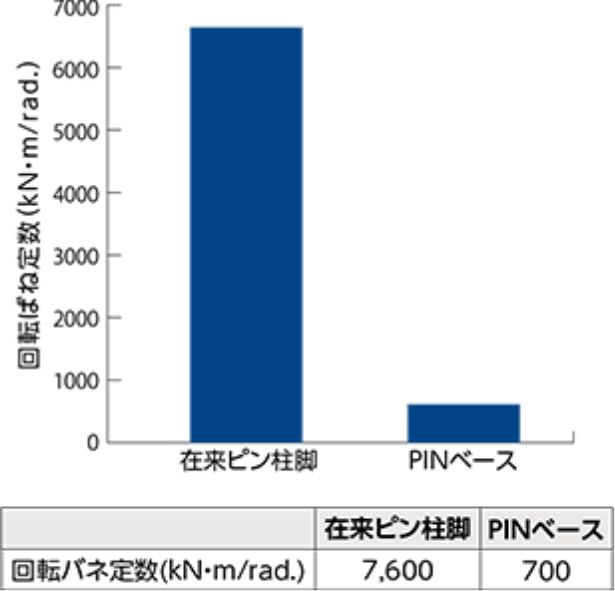
ハイベースNEO工法に比べて回転剛性を小さくし、ピン柱脚※に近づけた低剛性の柱脚です。
※『2020年度版建築物の構造関係技術基準解説書』において定義づけられているタイプⅠ(半曲点高比0.3程度)の柱脚を指します。
商品特長
「PINベース工法」とはハイベースNEO工法と比べて回転剛性を小さくし、ピン接合に近づけた低剛性の露出柱脚です。
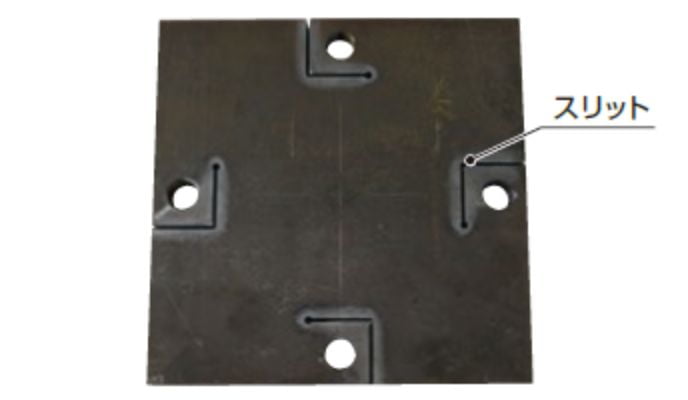
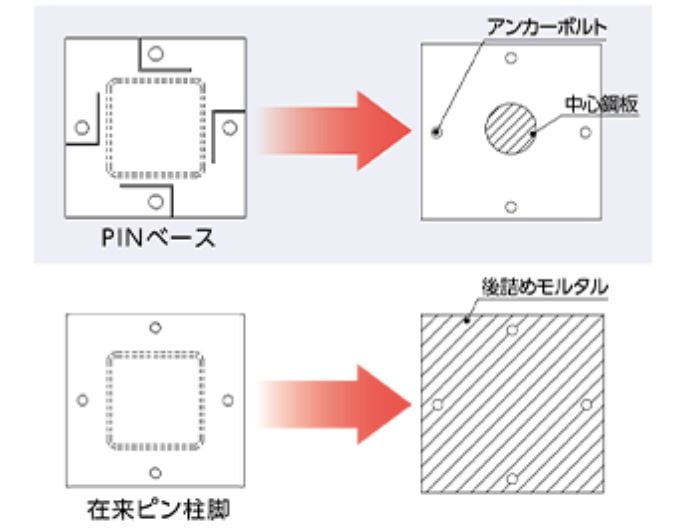
ベースプレートにスリットを設け変形しやすくし、また鉄骨建て方後のベースプレート下面の後詰めモルタルをなくすことにより、
在来ピン柱脚に比べ低剛性を実現しました。

在来ピン柱脚との比較
-
point-1(一財)日本建築センターの評定を取得
ピン柱脚では国内初の評定を取得しました。
-
point-2基礎の簡略化が可能
【2-1 基礎柱形を標準化】
アンカーボルトに生じる引張力が小さいため、コンクリートのコーン耐力のみでアンカーボルトを基礎に定着させることが可能です。
これにより、基礎柱形は、コンクリート断面積に対して主筋断面積の和の比率を0.4%超として標準化しました。【2-2 根切りを浅くする事が可能】
在来ピン柱脚のアンカーボルトの定着長さは一般的に20d(d:アンカーボルト径)ですが、PINベース工法はアンカーボルトの定着長さを13.3d(最小値 400mm)と大きく短縮しました。これにより根切りを浅くすることができ、基礎の簡素化が可能となります。
また、アンカーボルト直下に固定用アングルを配置させる専用の固定治具を採用し、配筋納まりを容易にする等、施工方法についても現場施工の省力化に貢献できる仕様としています。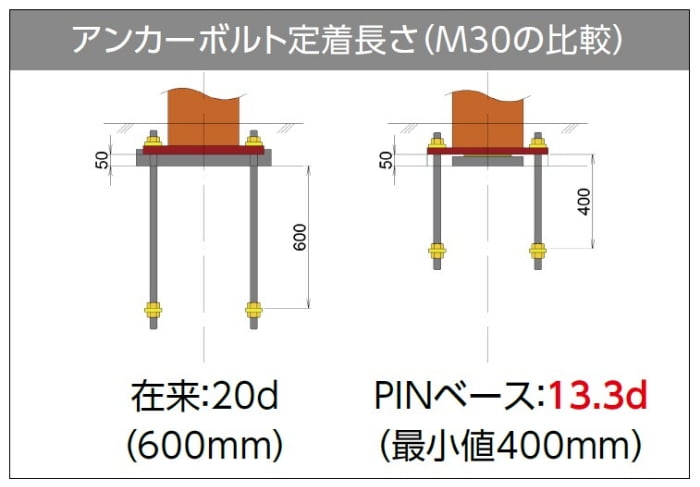
-
point-3PINベース工法認定施工業者が施工
施工手順詳細はこちらをご参照ください。
採用事例
PINベース工法は、平屋~2階建て等、低層建物の柱脚に適しています。
基礎形状を簡略化できるため、在来ピン柱脚に比べトータルコストの削減につながります。
| 用途 | 建物階層 | 建築面積 | 型式 | 台数 | |
|---|---|---|---|---|---|
| 事例1 | 倉庫 | 平屋 | 1,000㎡ | PB350-M-30 | 21台 |
| 事例2 | 倉庫 | 平屋 | 350㎡ | PB250-M-20 | 14台 |
| 事例3 | 厩舎 | 2階建て | 300㎡ | PB450-L-M-30 | 12台 |
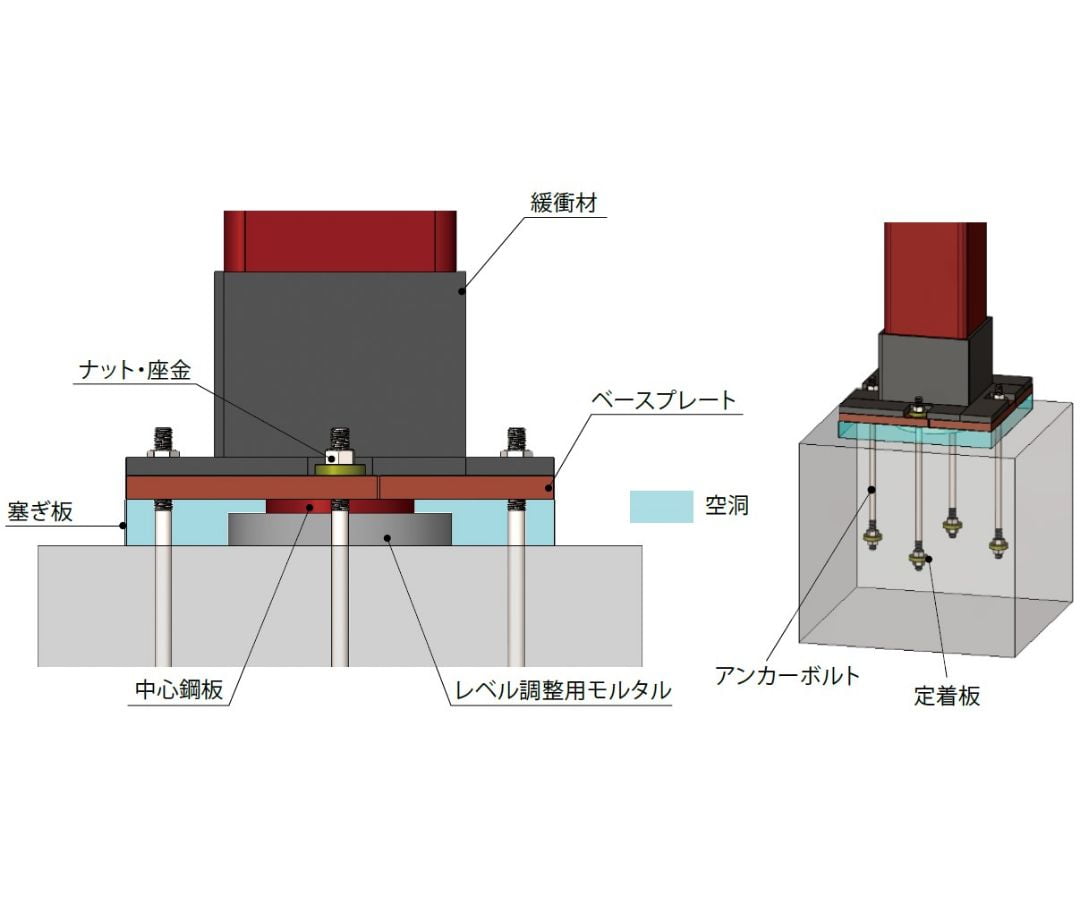
構成/寸法
構成
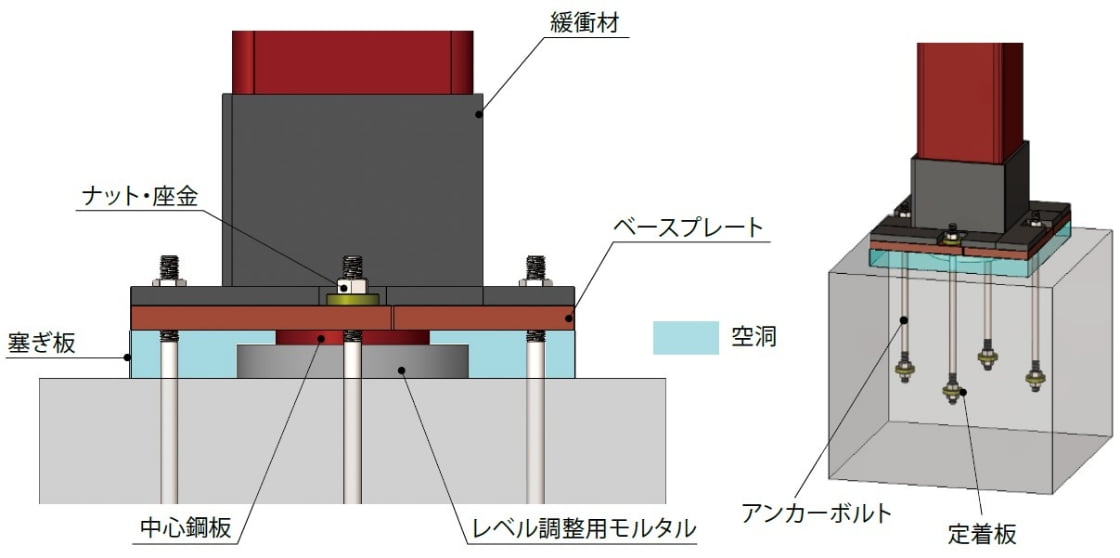
構成部品と規格
| 構成部材 | ベースプレート | アンカーボルト | 定着板 | 座金 | ナット | 中心鋼板 | 緩衝材 | 塞ぎ板 |
|---|---|---|---|---|---|---|---|---|
| 規格 | JISG3136 | JISG3138 | JISG3106 | JISG3106 | JISB1052 | JISG3101 | ― | ― |
| 備考 | SN490B | SNR490B | SM490A | SM490A | 強度区分5 | SS400 | 樹脂発泡 目地材 |
コンクリート等 流入防止 |
塞ぎ板
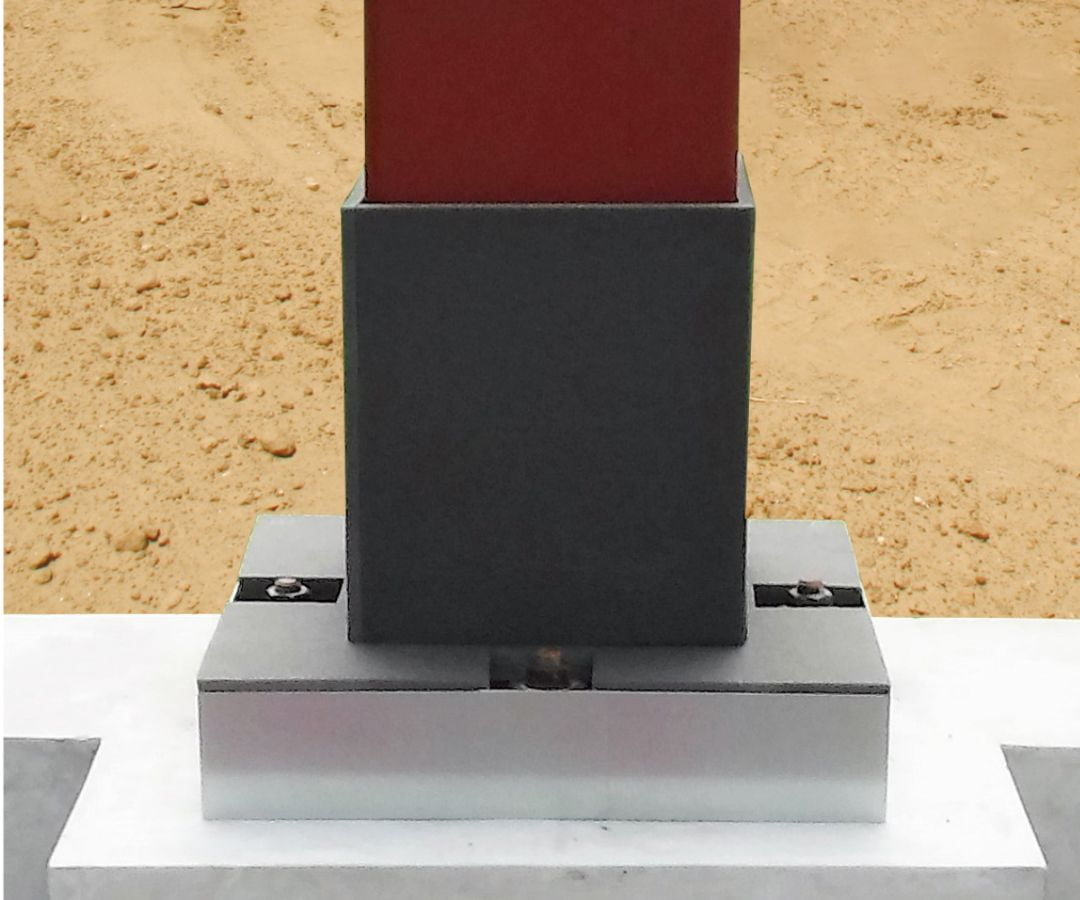
PINベース工法では、ベースプレート下面へのコンクリート等の流入を防止するため塞ぎ板を設置します。

緩衝材
PINベース工法では、柱およびベースプレートを介してコンクリートスラブに曲げモーメントを伝達させないため、緩衝材を設置します。
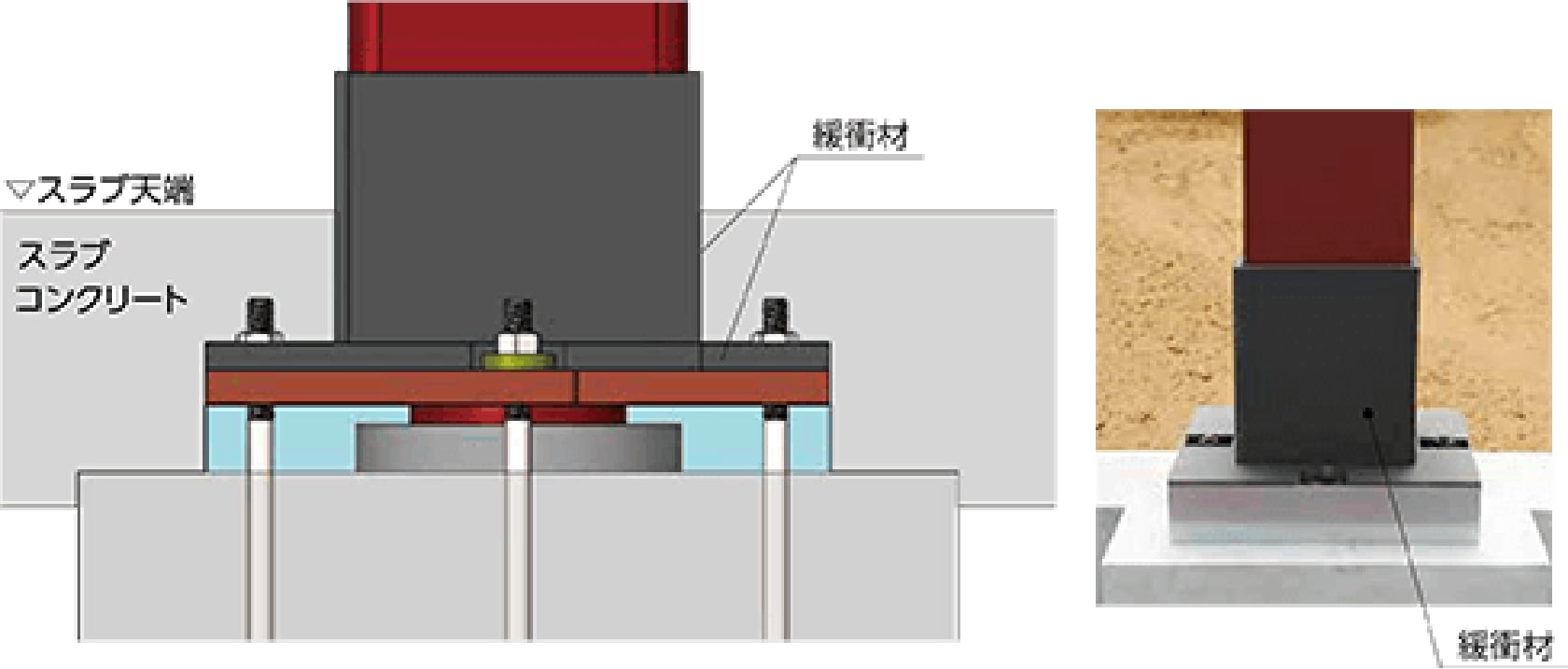
- 緩衝材はスラブ天端より上部に突出します。
- 緩衝材の標準高さ:300mm 標準厚さ:ベースプレート上部20mm、柱側面部10mm
- コンクリートスラブ打設後、スラブ天端から突出した緩衝材は必要に応じて切除が可能です。
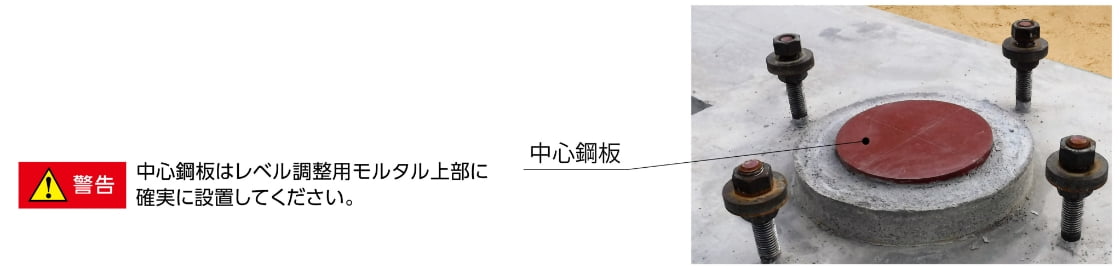
中心鋼板
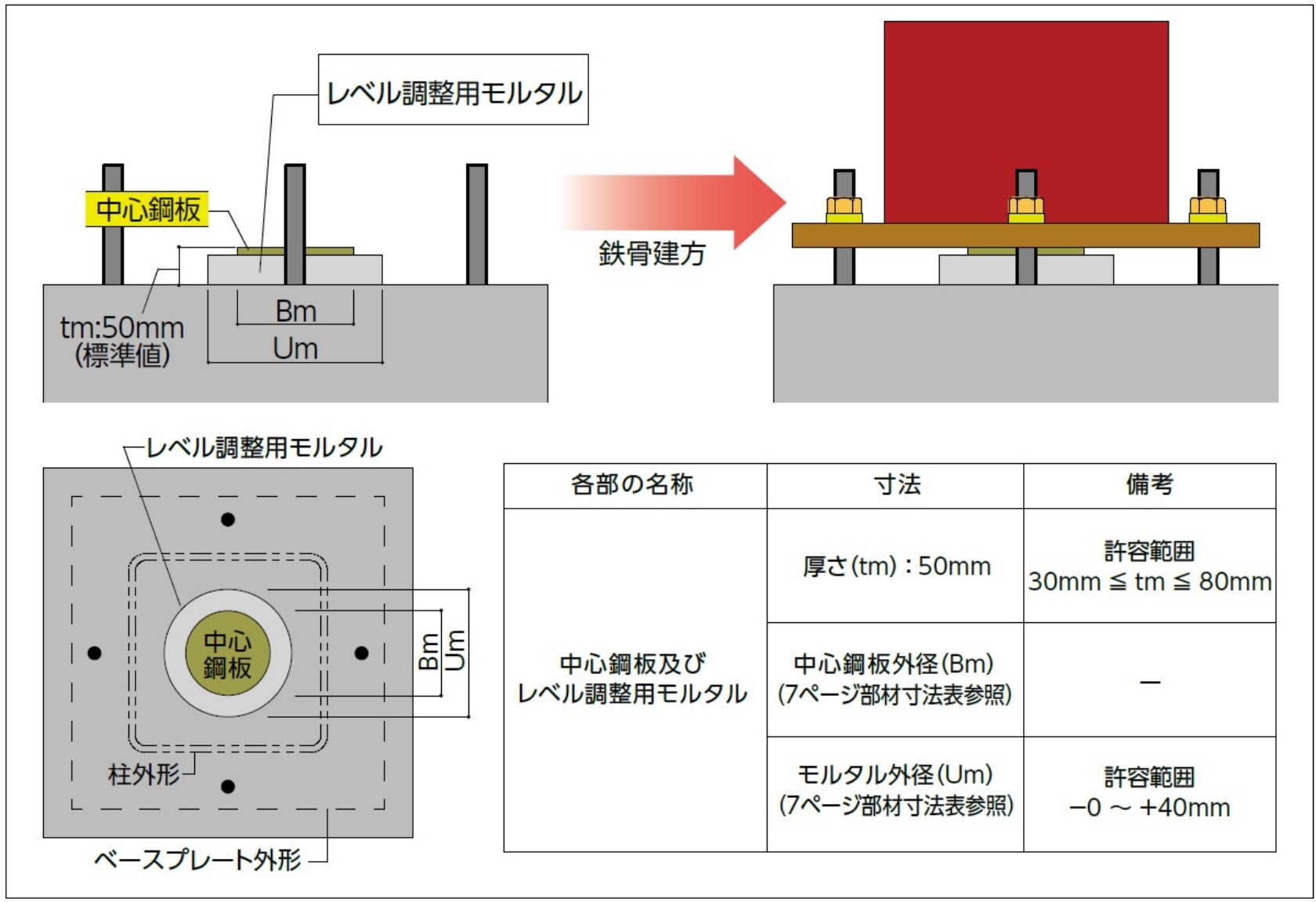
- PINベース工法では、柱の軸力をレベル調整用モルタル及び中心鋼板で負担します。
- 曲げによるレベル調整用モルタルの割裂を防ぐため中心鋼板を使用します。
ベースプレートおよび中心鋼板の防錆処理について
- PINベース工法では、ベースプレート下面および中心鋼板に防錆処理として塗装を施した状態を想定し、せん断耐力を算出しています。
- ベースプレートには塗装は施しておりません。
- 塗装する場合はJIS K 5674に基づく仕様としてください。
ナットのゆるみ止め処置について
- PIN ベース工法で用いるアンカーボルトは一重ナットのため、ゆるみ止め処置としてコンクリートスラブで被覆してください。
型式一覧と各部材寸法
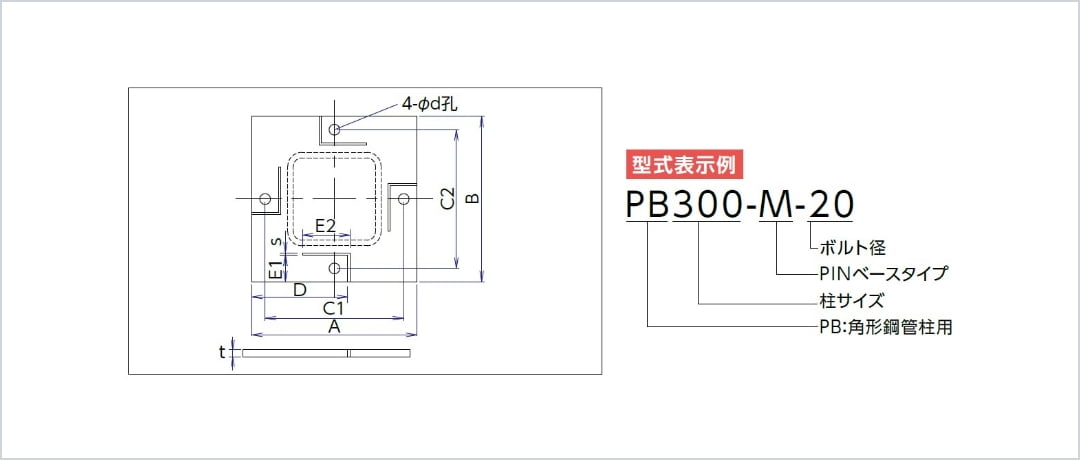
寸法表に関しては、下のPDFにてご確認ください。
アンカーボルトと構成部材
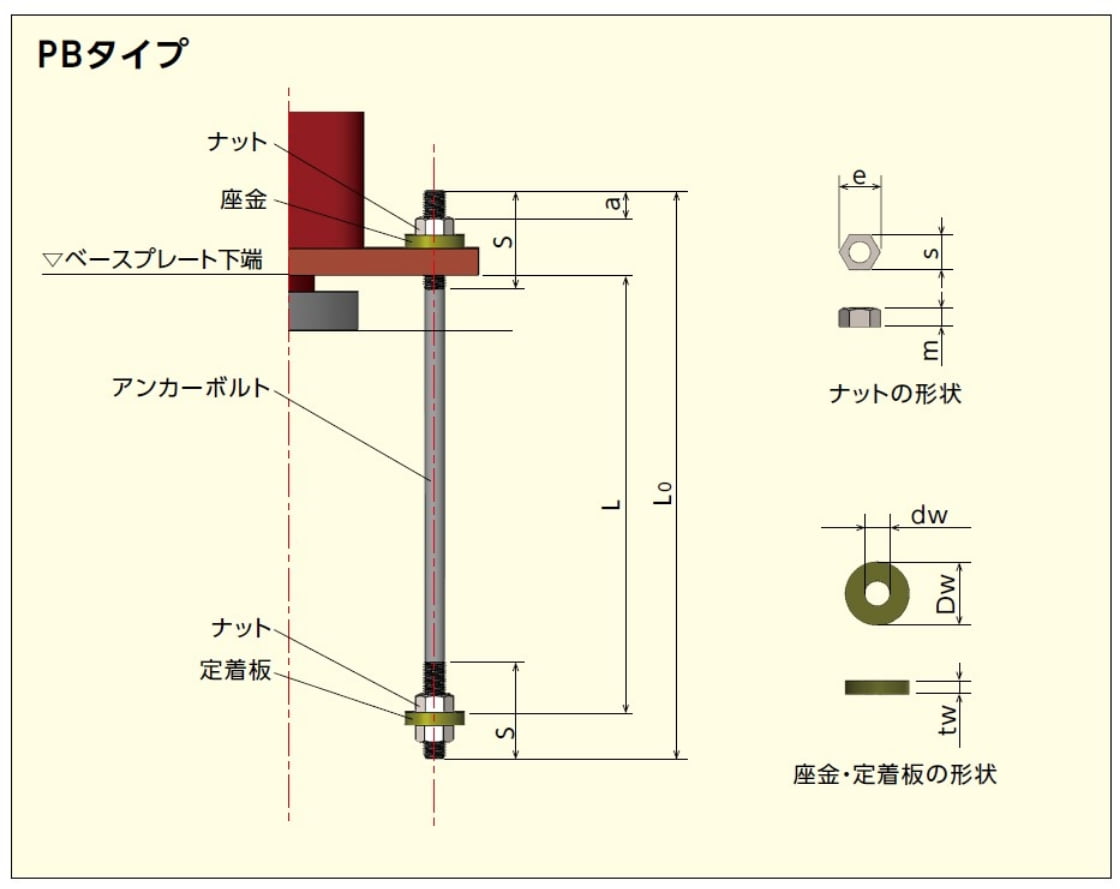
各部材寸法
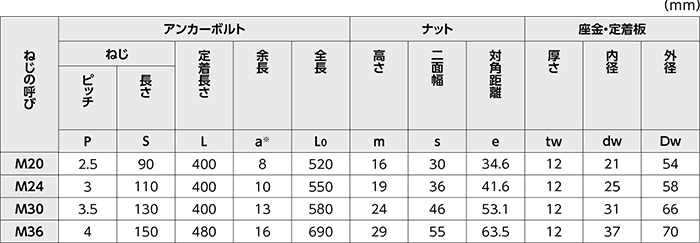
※a寸法は設置誤差を考慮した設計時の最小寸法です。施工時はねじが最低3山ナットの外に出るように余長を確保してください。
注意
PINベース工法で用いるアンカーボルトは一重ナットのため、ゆるみ止め処置としてコンクリートスラブで被覆してください。
ベースプレートのアンカーボルト孔径
(mm)
| ねじの呼び | M20 | M24 | M30 | M36 |
|---|---|---|---|---|
| 孔径 | 34 | 38 | 44 | 50 |
設計指針
総則
PINベース工法の原則
PINベース工法(以下、本工法)は、鉄筋コンクリート構造の基礎をもつ高さ31m以下の鋼構造建築物に用いる角形鋼管柱(□150~□500)の脚部に使用する。
設計指針の適用範囲
この設計指針は、鋼構造の柱脚に用いる本工法の設計方法に関するものである。
この設計指針に示されない事項
- 2020年版 建築物の構造関係技術基準解説書(国土交通省監修)
- 鋼構造設計基準2005(日本建築学会)
- 鋼構造接合部設計指針2012(日本建築学会)
- 鉄筋コンクリート構造計算基準・同解説2018(日本建築学会)
- 鉄筋コンクリート造建物の靭性保証型耐震設計指針・同解説1999(日本建築学会)
- 建築工事標準仕様書JASS6鉄骨工事2018(日本建築学会)
- 建築工事標準仕様書JASS5鉄筋コンクリート工事2018(日本建築学会)等による。
適用範囲
PINベース工法の適用範囲
| 部位 | 材質 |
|---|---|
| 柱断面 | 角形断面 |
| 柱 | JIS G 3101・JIS G 3106・JIS G 3136・JIS G 3466に規定する 400N/mm2鋼及び490N/mm2鋼(例:BCR295・BCP235・SHC490C等) |
| 鉄筋 | JIS G 3112「鉄筋コンクリート用棒鋼」に定められる熱間圧延異形棒鋼 |
| コンクリート | 建築工事標準仕様書 JASS5鉄筋コンクリート工事(日本建築学会)に適合する普通コンクリート 但し、設計基準強度Fcは18~36N/mm2のものを用いる |
| 軸耐力比 | Nu/cNy≧0.065 Nu:本工法の終局軸耐力 cNy:柱の降伏軸耐力 |
設計の基本事項
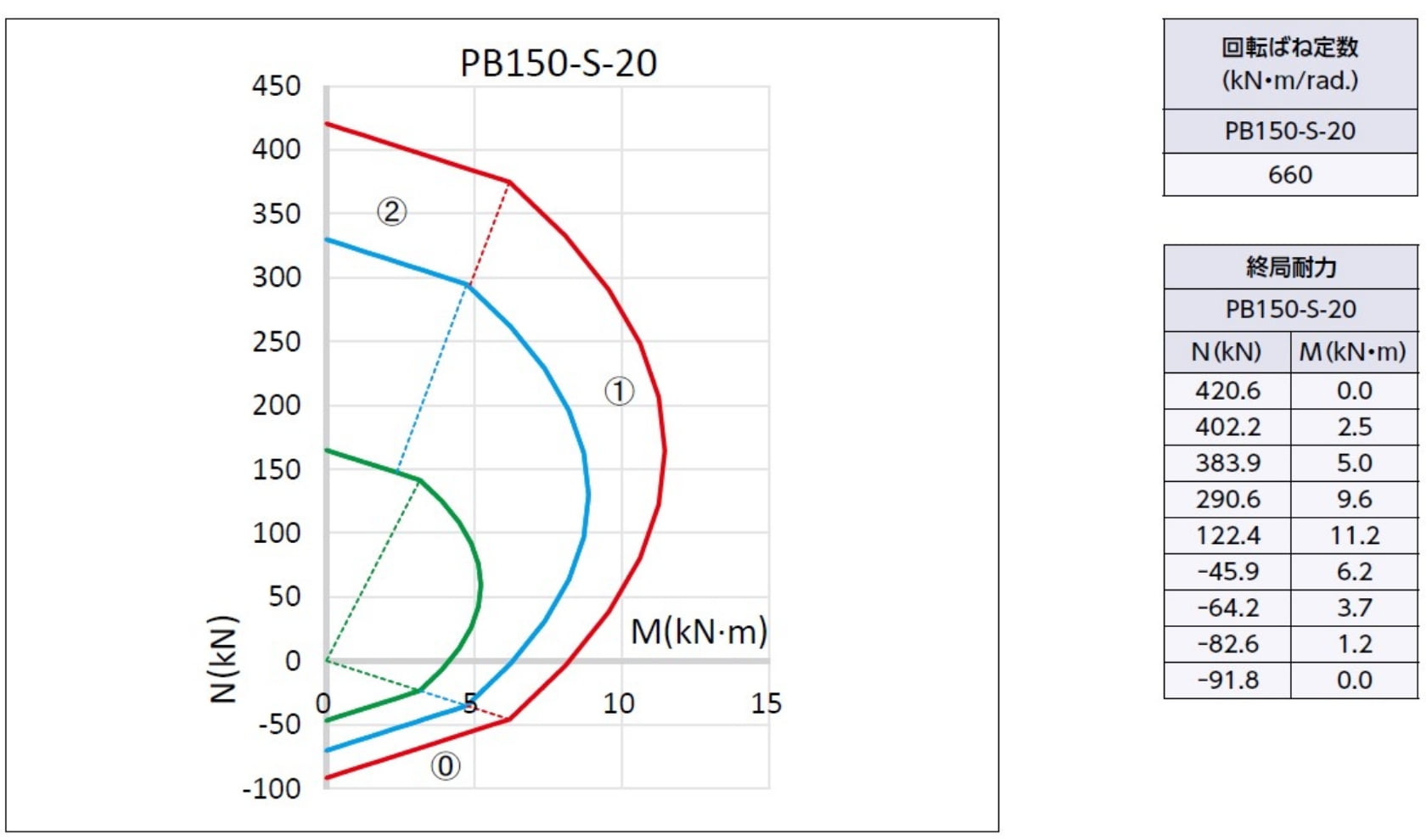
本工法を適用する建物は、柱脚の回転剛性を評価した設計とする(フレームの応力解析はベースプレート下端位置に回転ばねを仮定する)。
許容応力度計算において、柱脚の発生曲げ応力が柱および柱脚の耐力を超える場合は、本工法は適用できない。
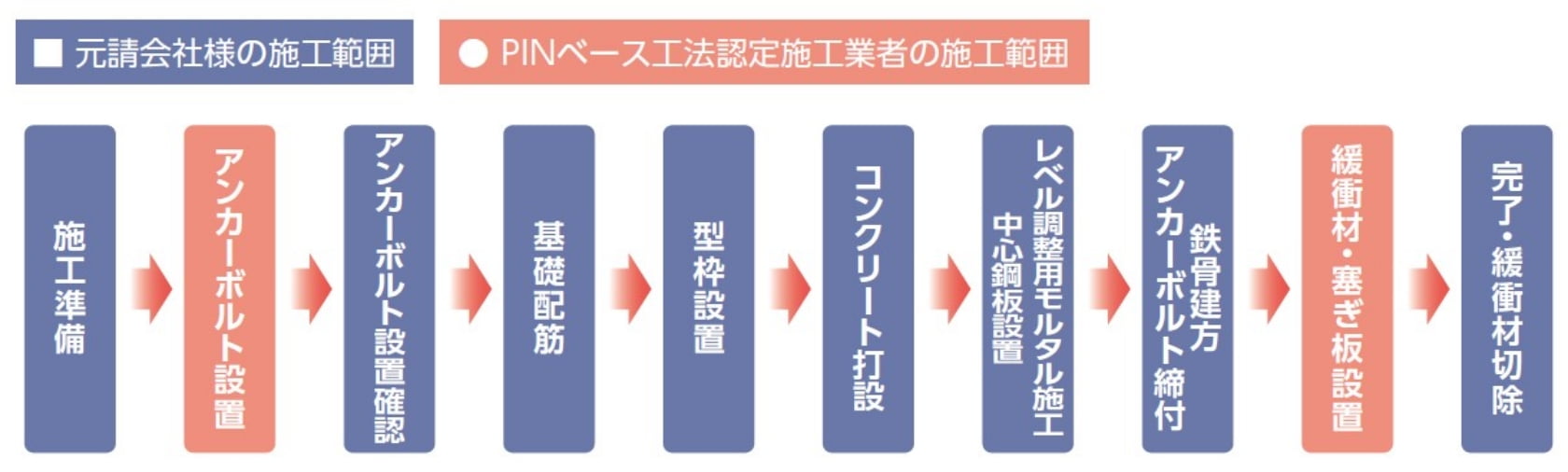
施工手順
施工範囲
アンカーボルト設置工事及び緩衝材・塞ぎ板の設置はPINベース工法認定施工業者が実施するよう義務付けられております。
施工範囲(工事区分と作業内容)
施工手順
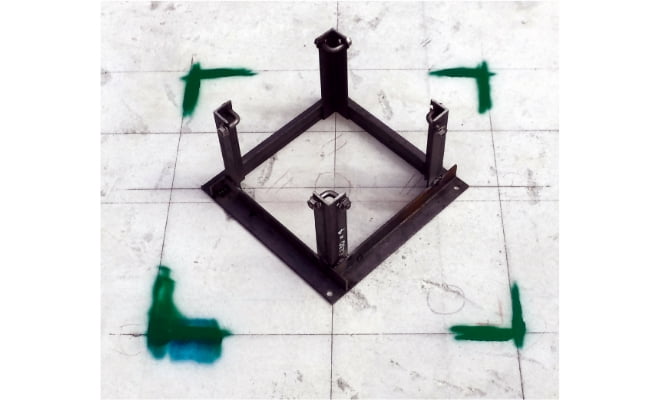
架台設置
アンカーボルト設置完了

配筋
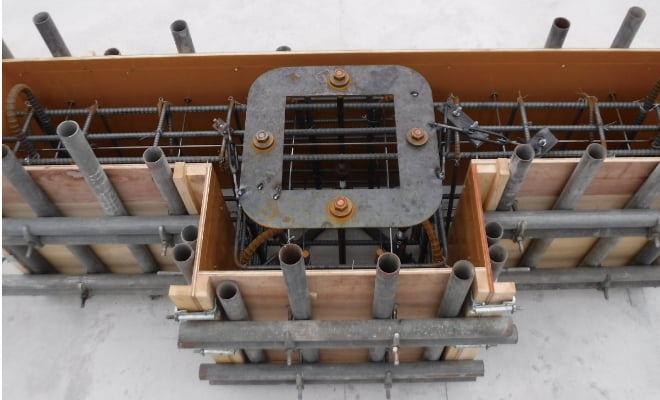
基礎コンクリート打設


建方
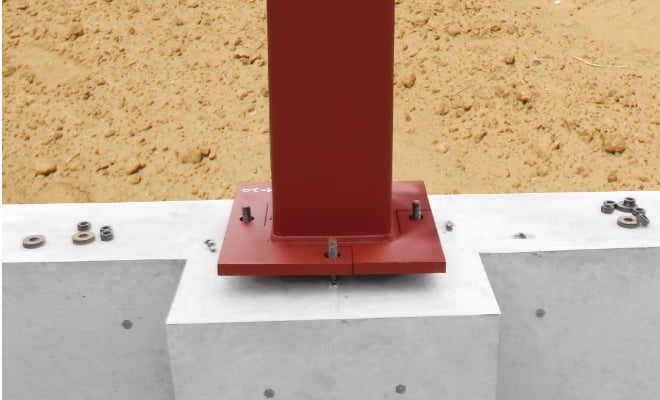
アンカーボルト締付


緩衝材設置・施工完了
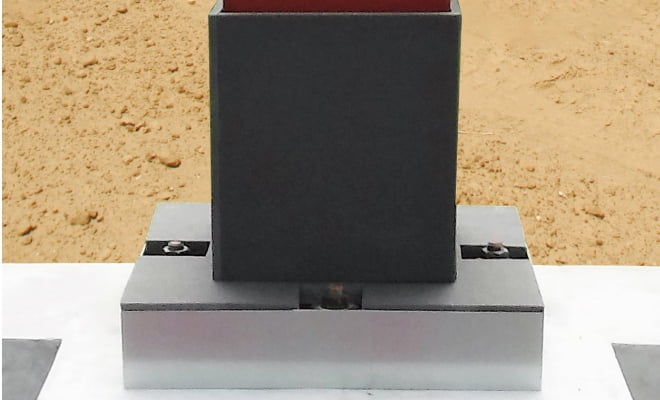
※写真の緩衝材設置方法は一例です。
注意
上記は標準的な施工例です。現場の状況により、上記以外の施工方法となる場合があります。
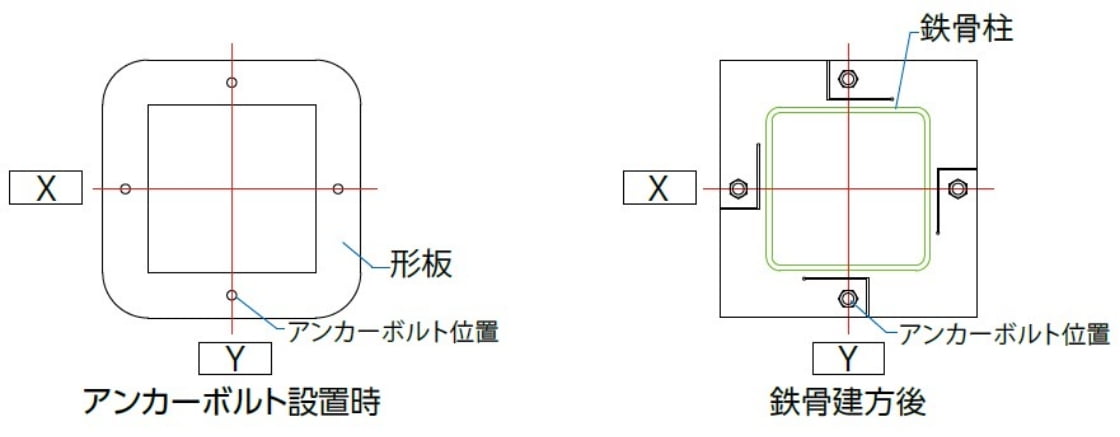
PBタイプ(角形鋼管柱用)のアンカーボルト設置時の注意点
PINベース工法は製品の特性上、ボルトの配置がベースプレートの四隅では無く、各辺中央に配置されています。
アンカーボルト設置工事時は、架台向きに注意して施工してください。
建方用レベル調整用モルタルの施工について
PINベース工法では、ベースプレート下面の柱形中心部分にレベル調整用モルタルを施工し、その上面に鋼板を水平に設置します。
警告
PINベース工法では、鉄骨造の露出柱脚で用いる一般的な後詰めモルタルは注入しません。
その為、中心銅板及びレベル調整用モルタルの施工に際しては適切な使用材料・手順で行ってください。
PINベース工法では、レベル調整用モルタル用の材料として、専用パッド材「PINベースパッド」(圧縮強度45以上)をご用意しています。特にご指定が無い限り現場に納品いたします。
PINベースパッド材を用いた施工方法については、同梱される別紙(レベル調整用モルタルの施工方法)をご参照の上、適切な施工を行ってください。
警告
市販のパッド材をご使用する場合、基礎コンクリート同等の強度以上の材料をご使用ください。
強度が足りないと特定の性能が発揮されません。
緩衝材・塞ぎ板について
- PINベース工法では、柱及びベースプレートを介してコンクリートスラブに応力を伝達させないため、緩衝材を設置します。
- コンクリートの流入を防ぐため塞ぎ板を設置します。
注意
施工はPINベース工法の認定施工業者が行います。
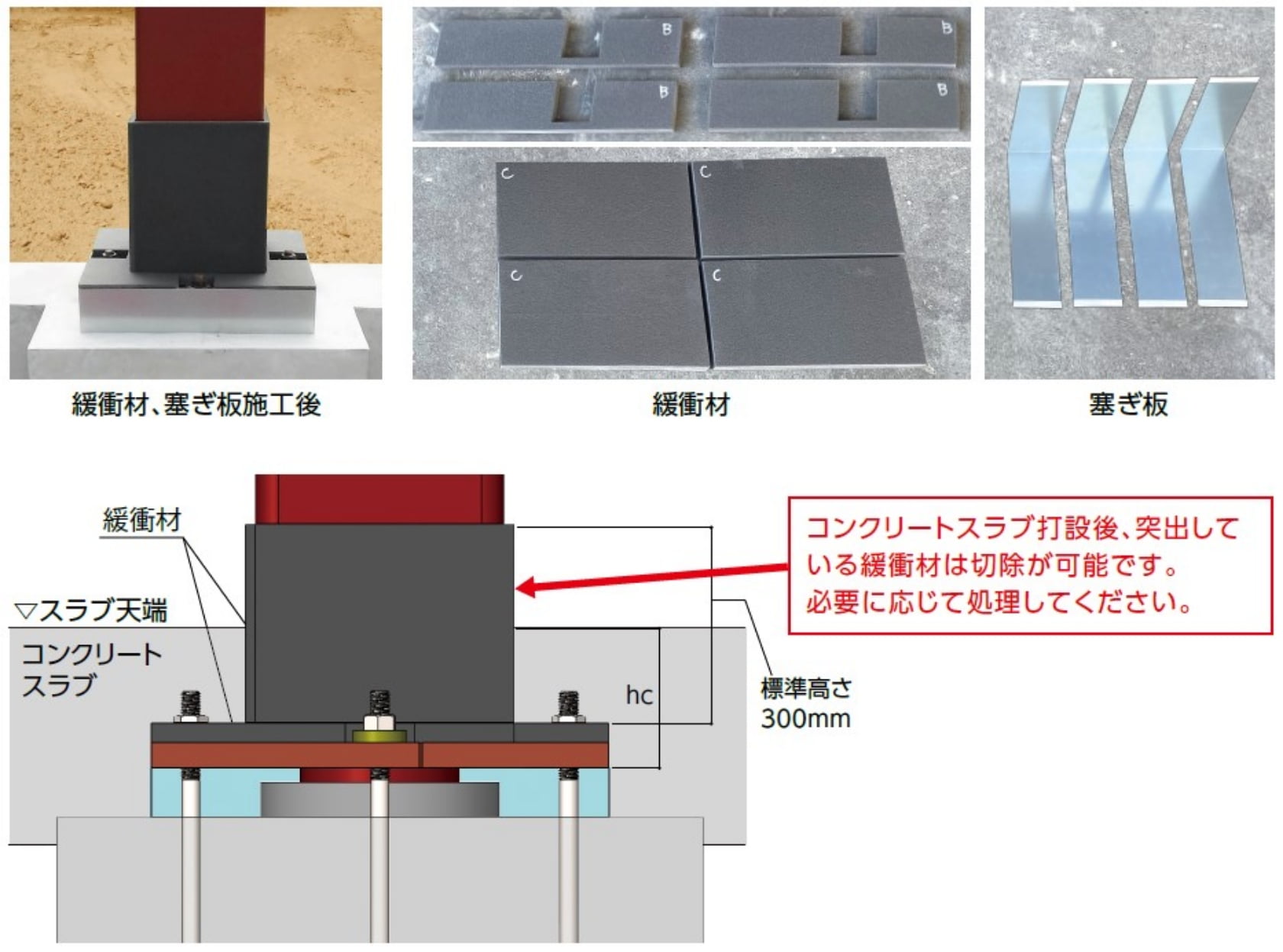
- 緩衝材の標準高さ:300mm 標準厚さ:ベースプレート上部20mm、柱側面部10mm
- コンクリートスラブ打設後、スラブ天端から突出した緩衝材は必要に応じて切除が可能です。
注意
hc寸法が300mmを超える場合はセンクシアへお問い合せください。
施工チェックシートについて
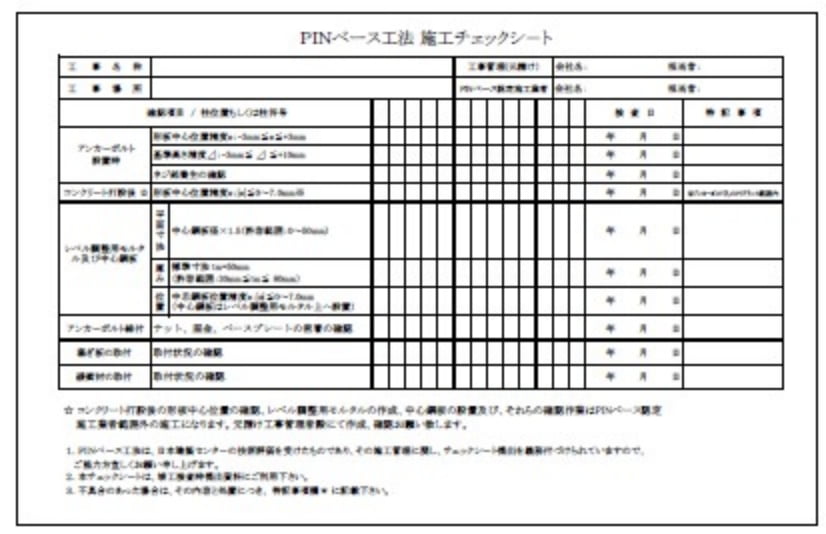
PINベース工法は、(一財)日本建築センターの評定を取得した工法であり、その施工はPINベース工法認定施工業者が行うよう義務づけられています。PINベース工法認定施工業者は、施工チェックシートで施工時チェックを行い、工事完了後はセンクシアへ施工管理チェックシートの提出をしてください。
評定書/工場加工・その他
設計支援資料
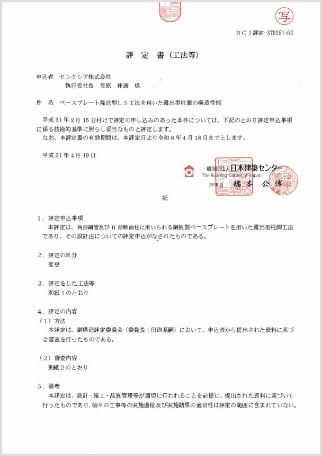
評定書
(一財)日本建築センターの評定を取得
柱脚性能については実大実験を行い、(一財)日本建築センターの評定を取得しています。
件名:「ベースプレート降伏型LS工法を用いた露出型柱脚の構造性能」(BCJ評定-ST0251)

工場加工・その他
ベースプレート材質
SN490B
溶接材料
被覆アーク溶接
低水素490N/mm2級高張力鋼用(JIS Z 3211、旧JIS Z 3212)相当以上
ガスシールドアーク溶接
軟鋼及び490N/mm2級高張力鋼マグ溶接用ソリッドワイヤ(JIS Z 3312)相当以上
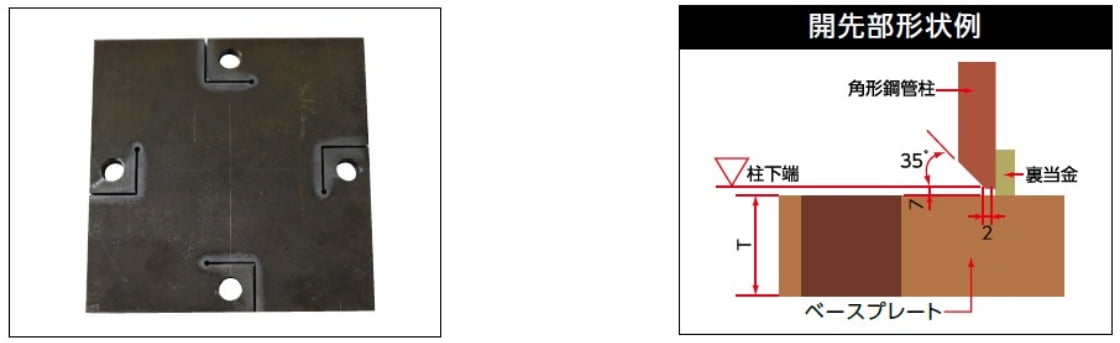
溶接
柱とベースプレートの溶接は、PINベース工法設計施工標準によるものとします。溶接は、柱端部に開先を設けて完全溶込み溶接とし、建築工事標準仕様書JASS6鉄骨工事に準拠して実施してください。
注意
PINベース工法のベースプレートはスリットを設けていることにより、溶接時ベースプレートに歪みが発生しやすくなっています。底面へ歪み矯正用の加熱等の処置を適切に行ってください。
溶接施工一般
| 角形鋼管柱 | |
|---|---|
| 組立溶接 |
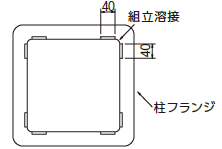 |
| 本溶接の手順 |
(自動ロボット溶接の場合はこれによらない) |
| 予熱 | 鋼材の種類、板厚により必要に応じて適切な予熱をおこなう。 |
検査
方法
溶接部の検査を行う場合は、超音波探傷検査による。探傷はフランジ側から行う。
不良溶接部の補正
- 有害な欠陥のある溶接部は削除して再溶接する。
- 溶接部に割れの入った場合には、割れが入った両端から50mm以上をはつり取り、再溶接する。